常用下列指标评价机床传动系统的调速性能。
1、调速范围
所谓调速范围是指电动机在额定负载下最高转速 与最低转速
与最低转速 之比。即
之比。即

许多金属切削机床要求有一定的调速范围。例如重型铣床的进给机构要求最低速度是2mm/min,最高速度为600mm/min,则要求电动机的调速范围为D=300。一般车床主轴的调速范围是20~50;精密镗床的进给机构要求调速范围在1000以上;有的机床要求10000乃至更高的宽调速范围。这些宽的调速范围,一般是由特殊制造的宽调速力矩电动机及数字锁相调速系统来达到。
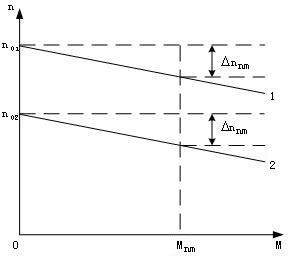 |
| 图1 不同转速下的静差度 |
2、静差率(速度的稳定度)
在研究电动机的调速方法时,不能单从可能得到的最高转速和最低转速来决定调速范围。我们必须考虑到负载变化时对速度的影响,即速度的稳定度问题。静差率是反映负载变化对转速影响的一个指标。其定义为:调速系统在额定负载下的转速降落与理想空载转速之比,以s表示:

 ——理想空载转速
——理想空载转速
 ——额定负载下的实际运行转速
——额定负载下的实际运行转速
 ——理想空载转速与额定负载下实际运转转速之间的速度降
——理想空载转速与额定负载下实际运转转速之间的速度降
对于机床,通常都希望控制系统的机械特性较硬,从而使负载变动而引起的转速降落尽量小。特性越硬,静差度越小,稳速精度越高。然而,静差度和机械特性硬度又是有区别的,如图1。
根据式1,在负载相同时,两条特性线平行,即此时两者的速度降均为 ,而根据静差率定义,
,而根据静差率定义, 。可见,整个调速系统必须在调速范围的最低工作转速满足静差率的要求,其在整个调速范围内才会满足静差率要求。一个系统的静差率要求,就是对最低速的静差率要求。可见,调速范围和静差度这两项指标是互相关联的。
。可见,整个调速系统必须在调速范围的最低工作转速满足静差率的要求,其在整个调速范围内才会满足静差率要求。一个系统的静差率要求,就是对最低速的静差率要求。可见,调速范围和静差度这两项指标是互相关联的。
各种机床对静差率有不同的要求,一般车床主运动要求s=0.2~0.3;龙门刨床工作台进给运动传动的s=0.1;精加工机床s=0.05~0.1。通常,在相同条件下对静差率要求越小,所能得到的调速范围越小。
3、调速的平滑性
调速的平滑性可用两个相近转速之比来表示,即从某一个转速可能调节到的最近转速来评价。转速改变得越小,调速的平滑性就越高。这个比值越接近1,调速的平滑性越好。无级调速系统的调速平滑度 ,即所说的平滑连续调节转速。
,即所说的平滑连续调节转速。
4、调速的经济性
常用调速的设备费用、电力消耗、维护及运转的费用来评价其经济性。