来源:本站
导读:目前正在解读《逐点比较法的速度分析》的相关信息,《逐点比较法的速度分析》是由用户自行发布的知识型内容!下面请观看由(
电工学习网 - www.9pbb.com)用户发布《逐点比较法的速度分析》的详细说明。
1)直线插补的速度分析
直线加工时,有

其中,L为直线长度;V为刀具进给速度;N为插补循环数;f为插补脉冲的频率。
插补循环数N为

其中,α为直线与X轴的夹角。则

若f不变,加工0°和90°直线时,刀具进给速度最大(为f);加工45°倾角的直线时刀具进给速度最小(0.707f),如图1所示。
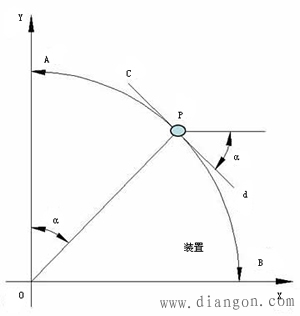
2)圆弧插补的速度分析
如图所示刀具在P点的速度与插补切线cd的速度基本相等:

可知,加工圆弧时刀具进给速度是变化的:0°和90°附近最快(为f),45°附近最慢(为0.707f),在(1~0.707)f间变化。
提醒:《逐点比较法的速度分析》最后刷新时间 2023-07-10 03:58:54,本站为公益型个人网站,仅供个人学习和记录信息,不进行任何商业性质的盈利。如果内容、图片资源失效或内容涉及侵权,请反馈至,我们会及时处理。本站只保证内容的可读性,无法保证真实性,《逐点比较法的速度分析》该内容的真实性请自行鉴别。