要实现一次装夹多工序加工,在数控机床上必须具备自动换刀功能。实现刀库与机床主轴之间刀具的装卸与传递功能的装置称为自动换刀系统。
自动换刀已广泛地用于镗铣床、铣床、钻床、车床、组合机床和其它机床。使用自动换刀系统,配合精密的数控转台,不仅扩大了数控机床的使用范围,减少了生产面积,还可使机加工时间提高到70% ~80%,显著提高了生产率。由于零件在一次安装中完成多工序加工,大大减少了零件安装的定位次数,从而进一步提高了加工精度。
自动换刀系统应该满足换刀时间短,刀具重复定位精度高,刀具储存数量足够,结构紧凑,便于制造、维修、调整,应有防屑、防尘装置,布局应合理等要求。同时也应具有较好的刚性,冲击、振动及噪声小,运转安全可靠等特点。
自动换刀系统的形式和具体结构对数控机床的总体布局、生产率和工作可靠性都有直接的影响。
二.组成及其形式
自动换刀系统由刀库、选刀机构、刀具交换机构(如机械手)、刀具在主轴上的自动装卸机构等部分组成。自动换刀系统的形式是多种多样的,换刀的原理及结构的复杂程度也不同,但一般可分为以下两大类:

图1 换刀机械手的形式
图1(a),(b),(c)为双臂回转机械手,能同时抓取和装卸刀库和主轴(或中间搬运装置)上的刀具,动作简单,换刀时间短。图(d)虽然不是同时抓取刀库和主轴上的刀具,但换刀准备时间及将刀具还回刀库的时间与机加工时间重复,因而换刀时间也很短。
抓刀运动可以是旋转运动,也可以是直线运动。图1(a)为钩手,抓刀运动为旋转运动;图(b)为抱手,抓刀运动为两个手指旋转;(c)和(d)为叉手,抓刀运动为直线运动。由于抓刀运动的轨迹不同,各种机械手的应用场合也不同,抓刀运动为直线时,在抓刀过程中可以避免与相邻的刀具相碰,所以当刀库中刀具排列较密时,常用叉刀手。钩刀手和抱刀手抓刀运动的轨迹为圆弧,容易和相邻的刀具相碰,因而要适当增加刀库中刀具之间的距离,合理设计机械手的形状及其安装位置。 三.刀具的夹持
刀具必须装在标准的刀柄内,我国TSG刀具系统规定了刀柄标准,有直柄及7∶24锥度的锥柄两类。分别用于圆柱形主轴孔及圆锥形主轴孔,其结构如下图2所示。图中3为刀柄定位及夹持部位,2为机械手抓取部位,1为键槽 ,用于传递切削扭矩,4为螺孔,用以安装可调节拉杆,供拉紧刀柄用。刀具的轴向尺寸和径向尺寸应先在调刀仪上调整好,才可装入刀库中。丝锥、铰刀要先装在浮动夹具内,再装入标准刀柄内。圆柱形刀柄在使用时需在轴向和径向夹紧,因而主轴结构复杂,柱柄安装精度高,但磨损后不能自动补偿。而锥柄稍有磨损也不会过分影响刀具的安装精度。在换刀过程中,由于机械手抓住刀柄要作快速回转,拔、插刀具的动作,还要保证刀柄键槽的角度位置对准主轴上的驱动键。因此,机械手的夹持部分要十分可靠,并保证有适当的夹紧力,其活动爪要有锁紧装置,以防止刀具在换刀过程中转动或脱落。
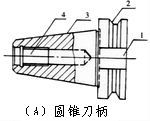
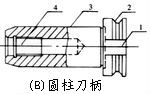
图2 圆锥刀柄和圆柱刀柄
机械手夹持刀具的方法有以下两类:
刀柄前端有V形槽,供机械手夹持用,目前我国数控机床较多采用这种夹持方式。如图3所示为机械手手掌结构示意图。由固定爪7及活动爪1组成,活动爪1可绕轴2回转,其一端在弹簧柱塞6的作用下,支靠在挡销3上,调整螺栓5以保持手掌适当的夹紧力,锁紧销4使活动爪1牢固夹持刀柄,防止刀具在交换过程中松脱。锁紧销4要轴向压进,放松活动爪1,以便抓刀或松刀时手爪从刀柄V形槽中退出。

图3 机械手手掌结构示意图
法兰盘式夹持,也称径向夹持或碟式夹持,如图4所示。在刀柄的前端有供机械手夹持用的法兰盘,图中所示为采用带洼形肩面的法兰盘供机械手夹持用。
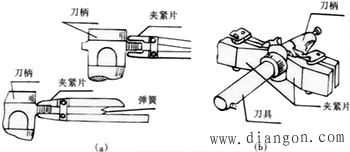
图4 法兰盘式夹持
图(a)上图为松开状态,下图为夹持状态。采用法兰盘式夹持的突出优点是:当采用中间搬运装置时,可以很方便地从一个机械手过渡到另一个辅助机械手上去,如图(b)所示。法兰盘式夹持方式、换刀动作较多,不如柄式夹持方式应用广泛。 四.工作原理
下面以JCS-018A数控立式镗铣床为例,来说明自动换刀系统的工作原理。该自动换刀系统由盘式刀库和刀具交换装置组成。刀库安装在机床左侧的立柱上,刀库容量为16把刀具,换刀机械手安装在刀库和主轴之间。机械手将刀具从刀库中取出送至机床主轴上,然后将用过的刀具送回刀库。其自动换刀动作过程简述如下:
该机床使用回转式单臂双手机械手换刀。在自动换刀过程中,机械手要完成抓刀、拔刀、交换主轴上和刀库上的刀具、插刀和复位等动作,这些动作由液压系统来控制完成。这种自动换刀系统结构简单,换刀可靠,换刀动作也少,得到了广泛应用。
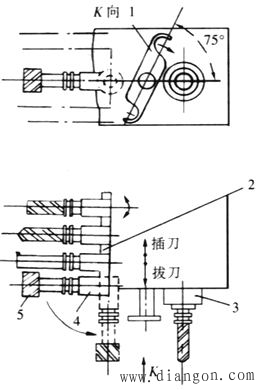
图5 自动换刀过程示意图