1)G00、G01、G02、G03
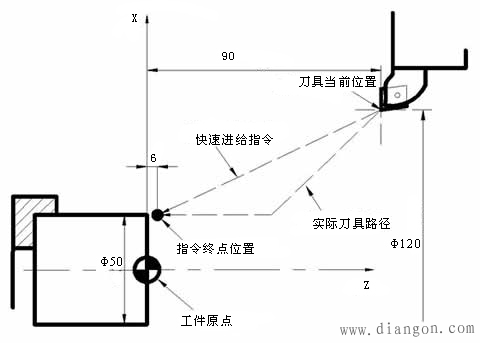
快速点定位G00 X(U)_ Z(W)_ ;
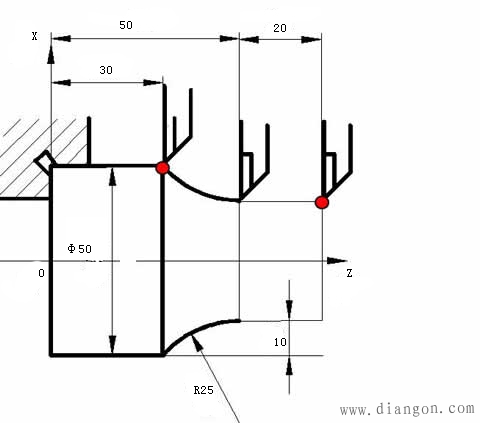
直线插补G01 X(U)_ Z(W)_ F_ ;
G00
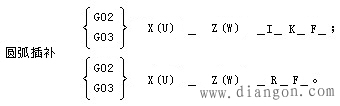
G01、G02
 |
|
按增量坐标编程时程序段为: G01 U0.0 W-20.0 F50 ;G02 U20.0 W-20.0 R25.0; 按绝对坐标编程时程序段为: G01 X30.0 Z50.0 F50;G02 X50.0 Z30.0R25.0。 |
2)暂停指令G04
在车削加工中,该指令可用于车削环槽、不通孔以及加工螺纹等场合,如图所示。
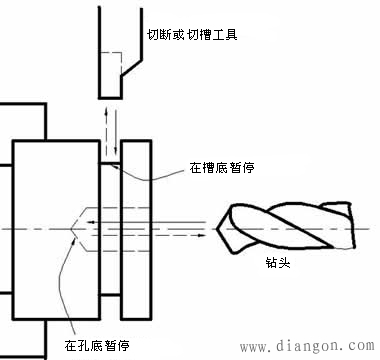
指令格式为
G04 P_ ;单位为:s。
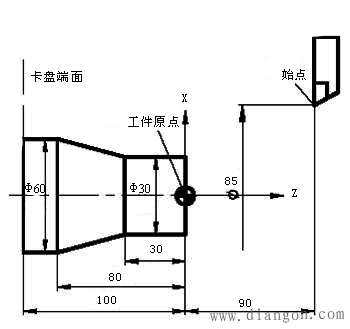
3)工件坐标系设定指令G50(华中数控为G92)
 |
|
G50 X85 Z90 |
4)车削常用固定循环指令
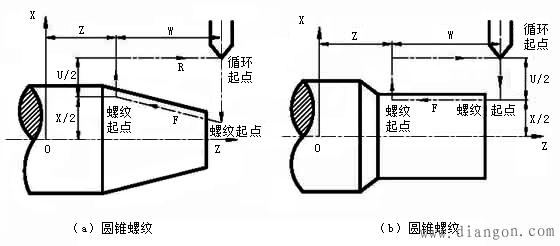
(1)螺纹切削循环指令G92(华中数控为G32)
程序段格式为
G92 X(U)_ Z(W)_ I_ F_ ;
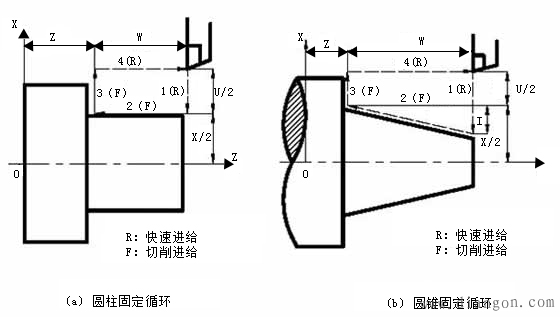
(2)单一形状圆柱或圆锥循环指令G90(华中数控为G80)
程序段格式为
G90 X(U)_ Z(W)_ I_ F_ ;