走刀路线:
(1)粗铣和精铣B面;
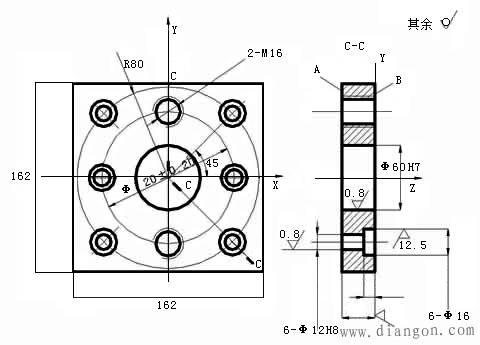
(2)粗镗、半精镗和精镗Φ60H7孔;
(3)钻、扩、铰Φ12H8孔;
(4)M16螺纹钻孔、攻丝。
1、粗铣B面
O0001;
N10 G00 G17 G40 G49 G90;程序初始化
N20 G28 G91 Z0.0;Z轴回零
N30 T01 M06;换T01号刀具
N40 G00 G90 G54 X-135.0 Y45.0 S800 M03;建立加工坐标系,刀具旋转
N50 G43 Z10.0 H01;建立刀具长度补偿
N60 G01 Z0.1 F100 M08;
N70 G01 X75.0 F70;粗铣B面
N80 Y-45.0;
N90 X-135.0;
N100 G00 G49 Z10.0 M09;取消刀具长度补偿
N110 G28 G91 Z0.0 M5;
2、精铣B面
N120 T13 M06;换T13号刀具
N130 G00 G90 X-135.0 Y45.0 S500 M03;
N140 G43 Z0 H13;
N150 G01 X75.0 F50 M08;精铣B面
N160 Y-45.0;
N170 X-135.0;
N180 G00 G49 Z10.0 M09;取消刀具长度补偿
N190 G28 G91 Z0.0 M5;
3、精镗Φ60H7孔
N200 T02 M06;换T02号刀具
N210 G00 G90 X0.0 Y0.0 S400 M03;
N215 G43 Z4.0 H02 M08;
N220 G98 G85 Z-17.0 R2.0 F40;精镗Φ60H7孔
N225 G80;
N230 G00 G49 Z10.0 M09;
N240 G28 G91 Z0.0 M5;
N250 T03 M06;换T03号刀具
……
4、钻6个中心孔
N340 T05 M06;换T05号刀具
N350 G00 G90 X60 Y0.0 S1000 M03;
N360 G43 Z4.0 H05 M08;
N370 G98 G81 Z-5.0 R2.0 F50;固定循环,钻中心孔
N380 M98 P0005;子程序调用
N385 G80;
N390 G00 G49 Z10.0 M09;
N395 G28 G91 Z0.0 M5;
……
O005;(子程序)
N10 X56.57 Y56.57;;
N20 X-56.57;
N30 X-60.0 Y0;
N40 X-56.57 Y-56.57;
N50 X56.57;
N50 M99;