1、简化数控编程功能Fanuc
(1)镜像功能
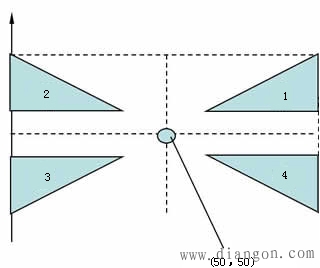
程序段格式为
G51.1 X_ Y_;开
G50.1 X_ Y_;关
(2)旋转功能
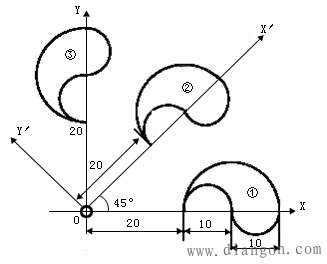
程序段格式为
G68 X_ Y_ R_ ;开
G69 X_ Y_ ;关
R 单位:0.001degree
(3)比例缩放
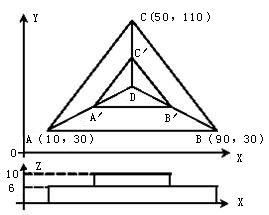
程序段格式为
G51 X_ Y_ Z_ P_ ;
或
G51 X_ Y_ Z_ I_ J_ K_ ;
执行顺序:
比例→旋转→补偿
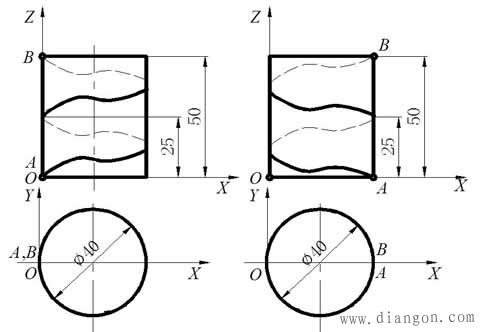
2、螺旋线插补指令
程序段格式为
G02/G03 X_ Y_ Z_ I_ J_ K_ F_ ;
G02/G03 X_ Y_ Z_ R_ K_ F_ ;
举例:
 |
|
G03 X0.0 Y0.0 Z50.0 I20.0 J0.0 K25.0; G02 X40.0 Y0.0 Z50.0 I-20.0 J0.0 K25.0; |
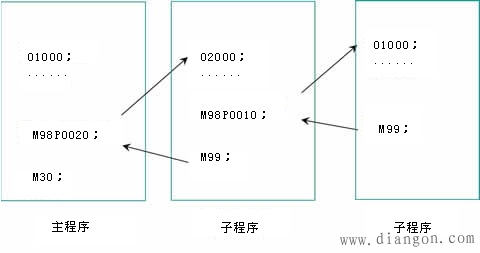
3、子程序调用指令M98、M99
4、铣削编程实例
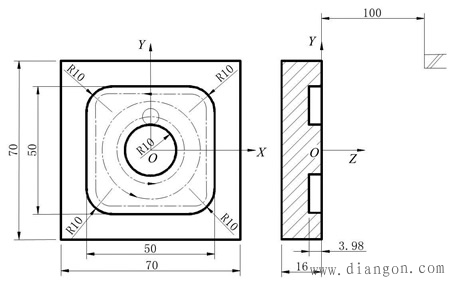
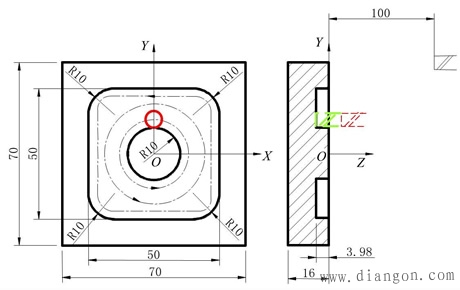
O1000;
N10G92 X35.0 Y35.0 Z150.0;
N15S500 M03;
N17G90 G00 X0 Y14.0 Z1.0 M08;
N20G01 Z-3.98 F100;
N30G03 X0 Y14.0 I0.0 J-14.0;
N40G01 Y20.0;
N50G03 X0.0 Y20.0 I0 J-20.0;
N60G41 G01 X0 Y25.0 D01;
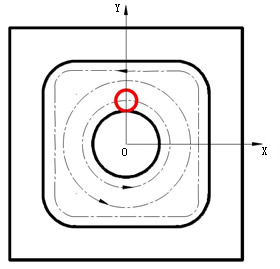
N65G01 X-15.0;
N90G03 X-25 Y15 I0 J-10;
N100 G01 Y-15;
……
N142 G03 X15 Y25 I-10 J0;
N143 G01 X0;
N150 G00 Z150;
N160 G40 X35 Y35 M09;
N160 M30;