1.顺序选刀方式
刀具按预定工序的先后顺序插入刀库的刀座中,使用时按顺序转到取刀位置。用过的刀具放回原来的刀座内,也可以按加工顺序放入下一个刀座内。该法不需要刀具识别装置,驱动控制也较简单,工作可靠。但刀库中每一把刀具在不同的工序中不能重复使用,为了满足加工需要只有增加刀具的数量和刀库的容量,这就降低了刀具和刀库的利用率。此外,装刀时必须十分谨慎,如果刀具不按顺序装在刀库中,将会产生严重的后果。这种方式现在已很少采用。
2.任意选刀方式
这种方法根据程序指令的要求任意选择所需要的刀具,刀具在刀库中不必按照工件的加工顺序排列,可以任意存放。每把刀具(或刀座)都编上代码,选刀时,每把刀具(或刀座)都将接受"识刀器"的识别。当某把刀具(或刀座)的代码与数控指令的代码相符合时,该把刀具被选中,刀库将刀具送到换刀位置,等待机械手来抓取。任意选择刀具法的优点是刀库中刀具的排列顺序与工件加工顺序无关,刀具可重复使用。因此,刀具数量比顺序选择法的刀具可少一些,刀库也相应地小一些。
任意选择法主要有四种编码方式:刀具编码方式、刀座编码方式、编码附件方式和计算机记忆方式。
这种方式是对每把刀具按照二进制原理进行编码, 由于每把刀具都有自己的代码,因此,可以存放于刀库的任一刀座中。这样刀库中的刀具在不同的工序中也就可重复使用,用过的刀具也不一定放回原刀座中,避免了因刀具存放在刀库中的顺序差错而造成的事故;同时也缩短了刀库的运转时间;简化了自动换刀控制线路。但由于要求每把刀具上带有专用的编码系统,使刀具长度增加,制造困难,刚度降低,同时机械手和刀库结构也较复杂。
这种编码方式对每个刀座都进行编码,并将刀具放到与其编号相符的刀座中,换刀时使各个刀座依次经过识刀器,直到找到所需的刀座,刀库便停止旋转。由于这种编码方式取消了刀柄中的编码环,使刀柄结构大为简化。因此,识刀器的结构不受刀柄尺寸的限制,而且可以放在较适当的位置。在自动换刀过程中必须将用过的刀具放回原来的刀座中,增加了换刀动作和时间。与顺序选择刀具的方式相比,刀座编码的优点也是刀具在加工过程中可以重复使用。
编码附件方式可分为编码钥匙、编码卡片、编码杆和编码盘等,其中应用最多的是编码钥匙。这种方式是先给各刀具都缚上一把表示该刀具号的编码钥匙,当把各刀具存放到刀库的刀座中时,将编码钥匙插进刀座旁边的钥匙孔中,这样就把钥匙的号码转记到刀座中,给刀座编上了号码。识别装置可以通过识别钥匙上的号码来选取该钥匙旁边刀座中的刀具。
这种方式是较早期采用的编码方式,现在已经很少采用。
3.软件选刀方式
上述选刀方式都给换刀系统带来了很多不便,所以近年来在加工中心上应用的很少。目前在加工中心上绝大多数选用记忆式选刀方式,其工作原理是在刀库上安装位置检测装置(一般与电动机装在一起),刀库上每一个存刀位置(即地址)都可以通过位置检测装置测出,刀具本身不进行编码,只要把刀具号和刀库中地址(刀套位置)对应记忆在数控系统的plc中,刀库分度、刀具交换的同时每次改变存储器的内容来控制自动换刀装置,不论刀具放在哪里都始终记忆着它的踪迹。此方式不仅可以任意选取刀具,而且不论刀库在哪个位置都可以自由地送回刀具,在新旧刀具交换时,不必寻找送回地点,可以节省换刀时间,刀库和刀具不必设编码环和条形码,不要识别装置等,这种方法主要由软件完成选刀,从而消除了由于识刀装置的稳定性、可靠性所带来的选刀失误。因此是目前常用的一种选刀方式。下面以一个实例来说明其工作原理:
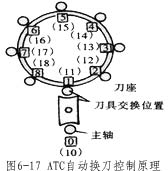
刀库定位后,从某一位置(一般从换刀位置)的刀座起按顺序给刀座编号,如下图中方框的1~8号,以后刀库旋转,不管刀座移到什么位置,刀座始终拥有原先编定的这一个号码(号码变成了该刀座的名称),而且刀座的相邻顺序关系不会改变。零号0为主轴编号。刀具不附编码环,而是任意给定一个编号,如图中的(10)~(18)的刀号。一旦给某一把刀编定刀号后,这个刀号就不再改变。一般刀号可采用BCD码编写。加工前将已编号的刀具插入刀座内,刀座内可以插入同号的刀具也可以任意插入,刀座号与刀具号不一定要相同。
 在PlC内部建立一个模拟刀库的刀号数据表,如图6-18所示,数据表中的表序号(即内存地址号)与刀座编号依次相对应。每个表序号内的内容就是序号相同的刀座中所插入刀具的刀号。表中首地址TAB单元内固定存放插在主轴内的刀具的刀号,TAB+1~TAB+8单元内存放序号相同的刀座所插刀具的刀号,以后每次刀库旋转定位并且刀具交换后,主轴内与在换刀位置的某号刀座内的刀号将发生变化,应及时修改刀号数据表内相关表序号内的刀号,使刀号数据表始终是刀库中刀座号及刀号的一种映象(即一一对应)。
在PlC内部建立一个模拟刀库的刀号数据表,如图6-18所示,数据表中的表序号(即内存地址号)与刀座编号依次相对应。每个表序号内的内容就是序号相同的刀座中所插入刀具的刀号。表中首地址TAB单元内固定存放插在主轴内的刀具的刀号,TAB+1~TAB+8单元内存放序号相同的刀座所插刀具的刀号,以后每次刀库旋转定位并且刀具交换后,主轴内与在换刀位置的某号刀座内的刀号将发生变化,应及时修改刀号数据表内相关表序号内的刀号,使刀号数据表始终是刀库中刀座号及刀号的一种映象(即一一对应)。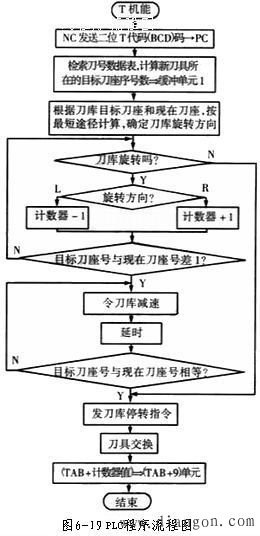
如上所述,在刀库中选刀的问题,就变成了在刀号数据表中寻找所需刀号的问题。实质上转变为在刀号数据表中找寻插有所需刀号的刀座(与刀座号对应的内存地址号),然后令该号刀座移动到换刀位置。
换刀时,刀库定位,定位后处于换刀位置的为某号刀座,刀具交换后,该号刀座内的新刀插入主轴内,主轴内用过的旧刀插回处于换刀位置的该号刀座内,将该号刀座定义为刀库的现在刀座。将该刀座的号码数据存放在一个现在刀座号计数器内。
当PLC接到寻找下一次需用的新刀指令T××后,在模拟刀号数据表中进行检索,检索到指令刀号××,将该刀号在数据表中的表序号存放到一个缓冲存储单元1中,这个表序号就是指令刀号××所在刀座的号数。将该表序号对应的刀座定义为目标刀座。令刀库旋转,每一个刀座通过换刀位置时,由电器元件(如无触点开关)产生一个计数脉冲信号,当刀库正(顺时针)转时,每发一个计数脉冲使现在刀座号计数器递增计数(如图6-18的刀座编号顺序,是递增计数),当刀库反转时,每发一个计数脉冲,计数器递减计数。因此现在刀座号计数器的数值总是等于通过换刀位置的刀座的号数(即现在刀座的号数),计数器的数值始终在1~8之间循环。当计数器的数值达到目标刀座号码数的前一个数值时,即目标刀座移到换刀位置前一个位置,即减速位置时,令刀库减速旋转,现在刀座计数器的数值等于目标刀座的号数时,目标刀座(即指令刀号××所在的刀座)到了换刀位置,将其定位,等待刀具交换。
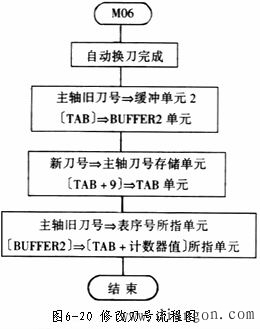
当前一工序加工结束后需要更换新刀加工时,NC系统发出自动换刀指令M06,控制机床主轴准停,机械手执行换刀动作,将主轴上用过的旧刀和刀库上选好的新刀进行交换。与此同时,应通过软件修改PC内部的刀号数据表,使相应刀号表单元中的刀号与交换后的刀号相对应,修改刀号的流程如图6-20所示。