1、压力表接头的加工
压力表接头可按图1加工,该接头比较通用,适合大多数弹簧管压力表使用。在使用时一定要放垫片。垫片材质要根据所测量的介质来定,如普通介质、压力又不太高时可用石棉垫片,压力较高用铜垫片,有腐蚀的介质可用铝或四氟垫片。用这样的活接头压力表的表面可以任意改变方向后再上紧。
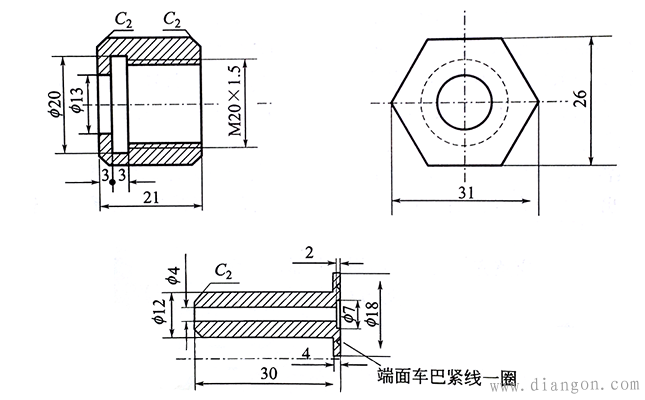
图1 压力表接头加工图
2、环形弯管的制作
测量蒸汽或介质温度超过85℃的场合都应当使用冷凝圈,以保护压力表。常用的冷凝圈如图2所示。自己制作冷凝圈,必须先做一个模具,找一截Ф86的钢管及一小截4分管,都用车床车平整,没有同规格钢管时可用相近的来代替,只是制作出来的圆环与图纸尺寸有点出入,但并不影响使用。再准备一块350mm×250mm左右的钢板,一截40mm×40mm长250mm左右的角钢。按图3焊接成制作模具,焊接大、小两截钢管时,要在钢管的里边焊,这样外面是平整的。把模具固定在台虎钳上,把Ф14×2mm的无缝钢管下好料,就可进行弯制工作了。
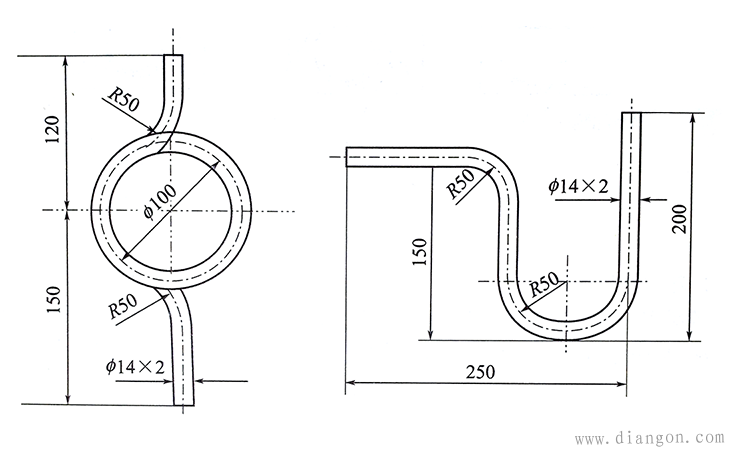
图2 压力表U形弯管和冷凝圈尺寸
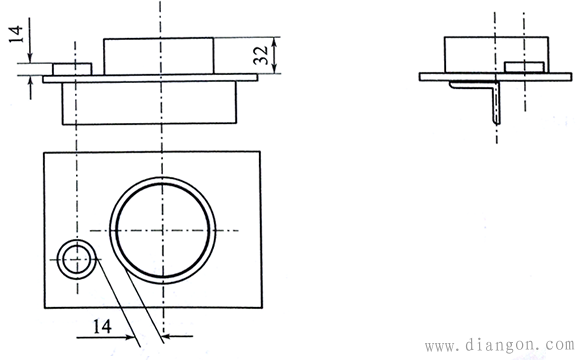
图3 压力表冷凝圈制作模具示意图
①压力表U形弯管的制作
先找一截长度合适的钢管,用来套在Ф14的无缝钢管上,其作用是用来弯管时助力。然后按图4中的1-3步骤进行操作。在弯制过程中,套在Ф14管上的助力管在弯制的时候,可多接近要弯的部位,这样可使作力点处变形,其他部位不变形。弯管时用力要均匀,并要保持平行,不要上、下晃动,随着管子的变形,助力管要慢慢向后退出,先按第1、2步骤弯制出U形弯,再按第3步骤弯制直角弯,最后检查下两个弯的平行度,必要时进行校正。
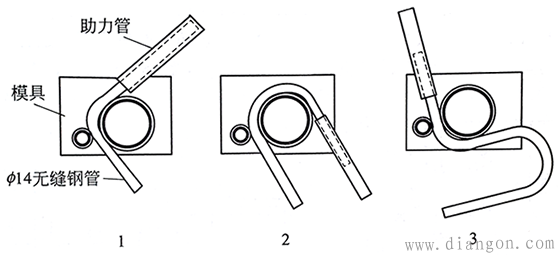
图4 压力表U形弯管制作步骤图
②压力表冷凝圈的制作
仍需要用一截长度合适的钢管套在Ф14的无缝钢管上做助力。然后按图4中的1-4步骤进行操作。操作方法基本同U形弯一样,第1步骤先弯出一个直角弯,然后把其反转一面如步骤2的虚线所示,把助力管套入进行弯制,随着管子的变形,助力管边弯边移动慢慢向后退出,一直弯到第3步骤的环形状,弯曲过程中用力要均匀,但不要保持平行要稍微向下用力,这样弯出来的环形将紧紧靠在一起,比较美观。然后把环形弯取出,反转一面再套回模具,如第4步骤所示,按箭头方向弯制最后一个弯,然后进行平行度的校正,一个环形弯管就制作好了。对于用于垂直管道的环形弯管,可以在下料时把长度考虑好,制作时再弯上一个直角弯就行了。
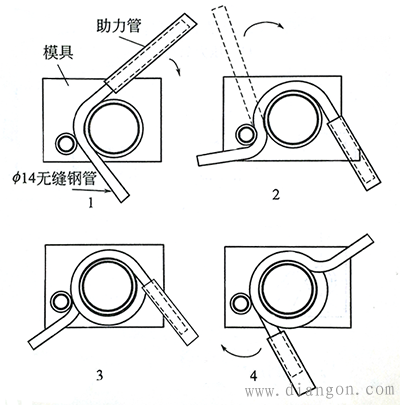
图5 压力表冷凝圈制作示意图