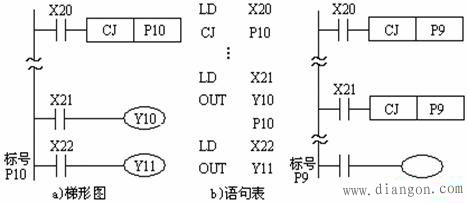
1、条件跳转指令CJ
CJ、CJP指令用于跳过顺序程序某一部分的场合,以减少扫描时间。条件跳转指令CJ应用说明如图
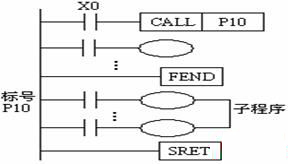
2、子程序调用指令CALL与返回指令SRET
子程序应写在主程序之后,即子程序的标号应写在指令FEND之后,且子程序必须以SRET指令结束
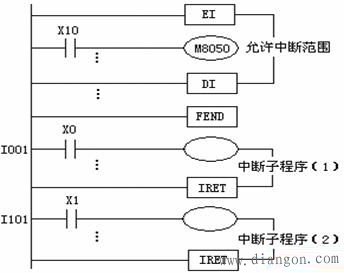
3、中断返回指令IRET、允许中断指令EI与禁止中断指令DI
plc一般处在禁止中断状态。指令EI~DI之间的程序段为允许中断区间,而DI~EI之间为禁止中断区间。当程序执行到允许中断区间并且出现中断请求信号时,PLC停止执行主程序,去执行相应的中断子程序,遇到中断返回指令IRET时返回断点处继续执行主程序。
4、主程序结束指令FEND
FEND指令表示主程序的结束,子程序的开始。程序执行到FEND指令时,进行输出处理、输入处理、监视定时器刷新,完成后返回第0步。
FEND指令通常与CJ-P-FEND、CALL-P-SRET和I-IRET结构一起使用(P表示程序指针、I表示中断指针)。CALL指令的指针及子程序、中断指针及中断子程序都应放在FEND指令之后。CALL指令调用的子程序必须以子程序返回指令SRET结束。中断子程序必须以中断返回指令IRET结束。
5、监视定时器刷新指令WDT
如果扫描时间(从第0步到END或FEND)超过100ms,PLC将停止运行。在这种情况之下,应将WDT指令插到合适的程序步(扫描时间不超过100ms)中刷新监视定时器。
6、循环开始指令FOR与循环结束指令NEXT
FOR~NEXT之间的程序重复执行n次(由操作数指定)后再执行NEXT指令后的程序。循环次数n的范围为1~32767。若n的取值范围为-32767~0,循环次数作1处理。
FOR与NEXT总是成对出现,且应FOR在前,NEXT在后。FOR~NEXT循环指令最多可以嵌套5层。 利用CJ指令可以跳出FOR~NEXT循环体。