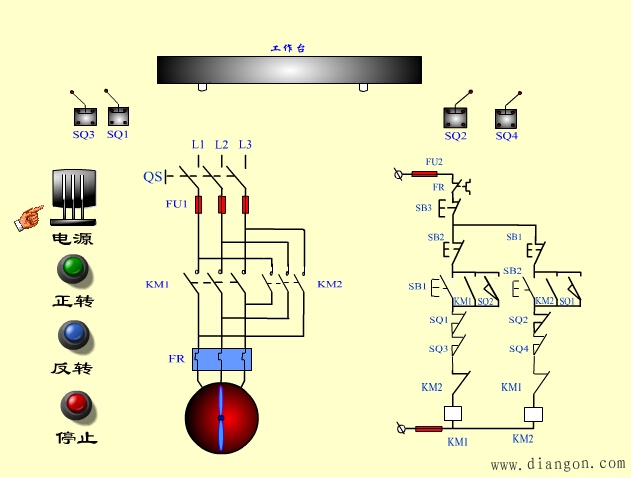
图为行程开关控制的正反转电路,它与按钮控制直接正反转电路相似,只是增加了行程开关的复合触头SQ1及SQ2。它们适用于龙门刨床、铣床、导轨磨床等工作部件往复运动的场合。
这种利用运动部件的行程来实现控制的称为按行程原则的自动控制或称为行程控制。
工作原理:按下正向启动按钮SB2,接触器KM1得电并自锁,电动机正转使工作台前进。当运行到SQ2位置时,撞块压下SQ2,SQ2动断触点使KM1断电,SQ2的动合触点使KM2得电动作并自保,电动机反转使工作台后退。当撞块又压下SQ1时,KM2断电,KM1得电,电动机又重复正转。
图中行程开关SQ3、SQ4是用作极限位置保护的。当KM1得电,电机正转,运动部件压下行程开关SQ2时,应该使KM1失电,而接通KM2,使电机反转。但若SQ2失灵,运动部件继续前行会引起严重事故。若在行程极限位置设置SQ4(SQ3装在另一极端位置),则当运动部件压下SQ4后,KM1失电而使电机停止。这种限位保护的行程开关在行程控制电路中必须设置。
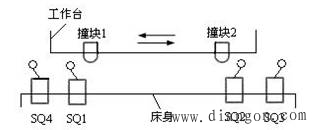
工作台自动往返运动的示意图
电路工作过程分析如下:
起动时,按下正转起动按钮 SB2 , KM1 线圈得电并自锁,电动机正转运行并带动机床运动部件左移,当运动部件上的撞块 1 碰撞到行程开关 SQ1 时,将 SQ1 压下,使其动断触点断开,切断了正转接触器 KM1 线圈回路;同时 SQ1 的动合触点闭合,接通了反转接触器 KM2 线圈回路,使 KM2 线圈得电自锁,电动机由正向旋转变为反转,带动运动部件向右运动,当运动部件上的撞块 2 碰撞到行程开关 SQ2 时, SQ2 动作,使电动机由反转又转入正转运行,如此往返运动。从而实现运动部件的自动循环控制。
若起动时工作台在左端,应按下 SB3 进行起动。