![]()
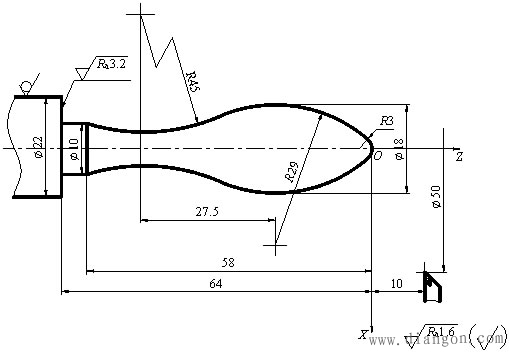
如下图所示为数控加工的机床手柄零件图,毛坯尺寸和类型为![]() mm的棒料,毛坯材料为45钢。
mm的棒料,毛坯材料为45钢。
 |
| 编程实例零件图 |
![]()
根据图纸要求,工件以![]() mm圆柱面定位,以三爪卡盘夹持
mm圆柱面定位,以三爪卡盘夹持![]() mm圆柱面。加工时,自右向左进行外轮廓面加工;粗加工的背吃刀量为2mm,进给速度为100mm/min;精加工的背吃刀量为0.25mm,进给速度为150mm/min。
mm圆柱面。加工时,自右向左进行外轮廓面加工;粗加工的背吃刀量为2mm,进给速度为100mm/min;精加工的背吃刀量为0.25mm,进给速度为150mm/min。
精加工工艺路线如下:R3mm圆弧— R29mm圆弧— R45mm圆弧— ![]() mm 外圆— Ra3.2mm台阶面。按照精加工工艺路线走粗加工轮廓。
mm 外圆— Ra3.2mm台阶面。按照精加工工艺路线走粗加工轮廓。
![]()
工件坐标原点设置于工件右端面,建立如上图所示的工件坐标系,起刀点在工件坐标系中的坐标为(50,10)。通过计算可知:R3mm圆弧和R29mm圆弧切点坐标为(4.616,-1.083),R29mm圆弧和R45mm圆弧切点坐标为(13.846,-30.390)。
粗加工路线以(20.5,0)为切削始点,精加工路线以(0,0)为切削始点。
![]()
数控加工程序如下:
O0014
N0010 G92 X50 Z10
N0020 T0100
N0030 M03 S600
N0040 G00 X25 Z2
N0050 G01 Z0.5 F100
N0060 X0
N0070 X23
N0080 Z0
|
N0090 M98 P0022 L0011 N0100 G00 X50 Z10 N0110 P05 N0120 S1000 N0130 G00 X25 Z0 N0140 G01 X2.5 F150 N0150 M98 P0022 N0160 G00 X50 Z10 N0170 M05 N0180 M30 O0022 N0010 G01 U-2.5 N0020 G03 U4.616 W-1.083 R3 N0030 G03 U9.230 W-29.307 R29 N0040 G02 U-3.846 W-27.610 R45 N0050 G01 W-6 N0060 G00 U12.5 N0070 W64 N0080 U-22 N0090 F100 N0100 M99 |