数控机床是按照编制的程序进行的,加工中的所有工序、工步,每道工序的切削用量、走刀路线、加工余量和所用刀具的尺寸、类型都需要预先确定好并编入程序中。这就涉及工艺处理问题。
1、数控加工工艺的特点与内容
1)数控加工工艺的特点
(1)工序内容具体:数控加工工序卡中卡片中应包括详细的工步内容和工艺参数等信息,在编制数控加工程序时,每个动作、每个参数都应体现。
(2)工序内容复杂:在安排数控加工时,一般应首先考虑使用普通机床加工困难、使用数控加工能明显提高效率和质量的复杂零件,零件的工艺相应复杂。
(3)工序集中:高档数控机床可以在一次或多次装夹中对零件进行多种加工,并完成由粗加工到精加工的过程,工序非常集中。
2)数控加工工艺的主要内容
(1)数控加工零件或加工内容的选择
(2)数控加工工艺性分析
(3)数控加工工艺路线的设计
(4)数控加工工序的详细设计,包括工步内容、对刀点、走刀路径、切削用量确定等
2、数控加工零件或加工内容的选择
两种情况:
有毛坯和零件图样,选择合适的数控机床;有数控机床,选择合适零件。
考虑因素主要有:
毛坯材料、类型;零件轮廓复杂程度、尺寸大小;加工内容及精度、零件批量……
3、数控加工工艺性分析
1)采用统一几何类型和尺寸
2)内槽圆角半径不应过小
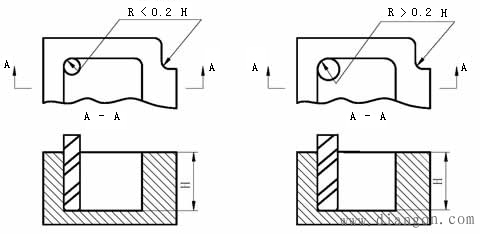
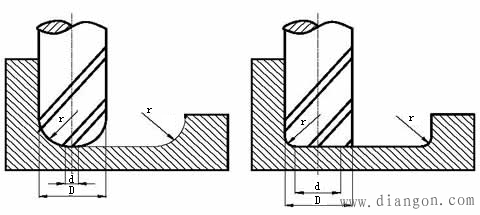
3)槽底圆角半径不应过大
4、数控加工工艺性路线的设计
主要包括:机床选择、加工方法、装夹、加工阶段划分、工序安排等。
工序指一个零件在同一台机床上所完成的那部分工艺内容。
工步指零件在加工表面和加工刀具不变的情况下,所连续完成的那部分工艺内容。
工步的划分及加工顺序的安排主要考虑:加工精度和效率。
5、数控加工工序详细设计
1. 零件装夹与夹具设计
数控机床的夹具与传统夹具结构的差别:
夹具体+定位+夹紧;不需要导向和对刀功能,夹具比较简单。
数控夹具选用的主要原则:
1)基准重合,以减少定位误差
2)统一基准,减少重复定位次数,减少重复定位误差
3)夹紧要可靠;夹紧点分布要合理,夹紧力大小要适中且稳定,减少夹紧变形
4)夹具结构应力求简单,加工部位要敞开
5)数控夹具装卸应方便。