刀库是用于存放刀具及辅助工具的机构,它是自动换刀系统中主要部件之一。其容量、布局和具体结构对数控机床的设计有很大影响。数控机床上普遍采用盘式刀库和链式刀库。密集型的鼓轮式刀库或格子式刀库虽然占地面积小,但由于结构的限制,很少用于单机加工中心。密集型的固定刀库目前多用于FMS中的集中供刀系统。
1.盘式刀库
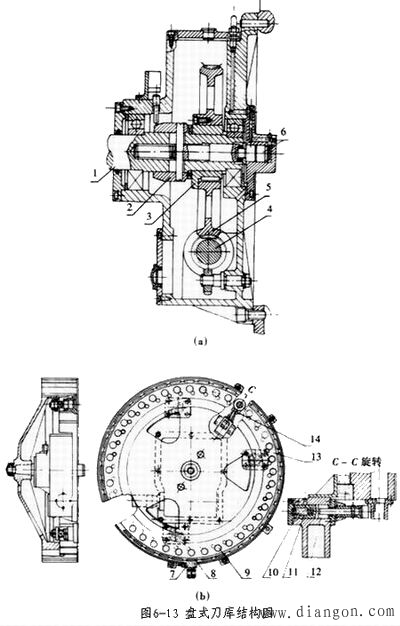
如图1所示,此刀库结构简单,应用较多,但由于刀具环形排列,空间利用率较低,一次出现将刀具在盘中采用双环或多环排列,以增加空间利用率。但这样会使刀库的外径过大,转动惯量也很大,选刀时间也较长。因此,盘式刀库一般用于刀具容量较少的刀库。
2.链式刀库
如图6-14所示,其结构简单,有较大的灵活性,刀库容量大,环形的形状可以根据机床的布局配置成各种形式,也可以将换刀位突出以利于换刀。当链式刀库需增加刀具容量时,只需增加链条的长度,在一定范围内无需变更线速度和惯量。这种条件对系列刀库的设计和制造带来了很大的方便,可满足不同的使用条件。一般刀具数量在30~120把时,多采用链式刀库。

图6-14(a)是某一自动换刀数控镗铣床所采用的单排链式刀库简图,刀库置于机床立柱侧面,可容纳45把刀具,如刀具储存量过大,将使刀库过高。为了增加链式刀库的储存量,可采用图(b)所示的多排链式刀库,我国JCS-013型自动换刀数控镗铣床采用了四排刀链,每排储存15把刀具;整个刀库储存60把刀具。这种刀库常独立安装于机床之外,因此占地面积大;由于刀库远离主轴,必须有刀具中间搬运装置,使整个换刀系统结构复杂。图(c)为加长链条的链式刀库,采用增加支承链轮数目的方法,使链条折叠回绕,提高空间利用率,从而增加了刀库的储存量。
二.刀库设计
1.合理确定刀库储存量
刀库储存量过大,导致刀库的结构庞大而复杂,影响机床总体布局;储存量过小,则不能满足复杂零件的加工要求。因此,刀库容量应在经济合理的条件下,力图将一组类似的零件所需的全部刀具装入刀库,以缩短每次装刀所需的装调时间。对自动换刀数控机床的刀库容量,有关资料曾对15000个零件进行分组统计,指出不同工序加工时必须的刀具数。统计表明,铣削90%的加工量用4把刀具即可完成。钻削用10把钻头可完成70%的加工量,可见, 14把刀的容量就可以完成70%以上的钻铣工艺。因此,片面增大刀库容量是不必要的。对国内外300多种刀库储存容量统计的结果表明,一般刀库的储存量以10~40把较为适合, 41~60把刀具基本上能满足绝大多数零件的加工要求。少于10把和超过60把的很少。
2.尽量缩短选刀时间
例如将选刀时间与加工时间重叠,根据所选刀具在刀库中的位置来决定刀库正转或反转,以缩短选刀时间。
3.刀库运动速度应适宜
作回转运动的刀库,其运动是间歇的,而且方向经常改变,故要求启停平稳,无冲击,能准停在预定位置,为此要求转动惯量不能过大,因而对刀库的直径、储存刀具的重量和数量以及刀库的回转速度都应有适当限制。目前,国内外链式刀库的线速度可达100~800mm/s,圆盘刀库的转速多为10~60°/s。刀库中最大刀具直径一般限制为315mm,最大刀具长度为500mm,最大刀具重量为100kg。
4.要求刀库运行平稳
为此在设计时往往需设置辅助支承和导向装置。如对链式刀库设置刀座运动导轨,对圆盘刀库可在靠近刀盘外缘处用滚动轴承支承。
5.刀座在刀库中的排列
一般刀座的间距相等,在必要的情况下,也可采用不等距排列,视刀具直径大小而定,多数 刀座装小直径刀具,按小间距排列。少数刀座按大间距排列,装大直径刀具。
6.其他应注意的问题
如刀具在刀座中应夹持可靠,刀库防尘、防屑及安全防护等问题都必须考虑。