数据采样插补多用于进给速度要求较高的闭环控制系统。
它与前面我们介绍的插补方法的最大不同就是前者计算机一般不包含在伺服控制环内,计算机插补的结果是输出进给脉冲,伺服系统根据进给脉冲进给。每进给一步(一个脉冲当量),计算机都要进行一次插补运算。进给速度受计算机插补速度的限制,很难满足现代数控机床高速度的要求。
而后者计算机一般包含在伺服控制环内。数据采样插补用小段直线来逼近给定轨迹,插补输出的是下一个插补周期内各轴要运动的距离,不需要每走一个脉冲当量就插补一次,可达到很高的进给速度。
1. 数据采样插补的基本原理
粗插补:采用时间分割思想,根据进给速度F和插补周期T,将廓型曲线分割成一段段的轮廓步长L,L=FT,然后计算出每个插补周期的坐标增量。
精插补:根据位置反馈采样周期的大小,由伺服系统的硬件完成。
2. 插补周期和检测采样周期
插补周期大于插补运算时间与完成其它实时任务时间之和 ,现代数控系统一般为2~4ms,有的已达到零点几毫秒。插补周期应是位置反馈检测采样周期 的整数倍。
3.插补精度分析
直线插补时,轮廓步长L与被加工直线重合,没有插补误差。 圆弧插补时,轮廓步长L作为弦线或割线对圆弧进行逼近,存在半径误差。
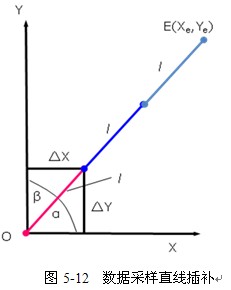
二、数据采样法直线插补
1.插补计算过程
(1)插补准备 主要是计算轮廓步长l=FT及其相应的坐标增量。
(2)插补计算 实时计算出各插补周期中的插补点(动点)坐标值。
2.实用的插补算法
(1)直线函数法
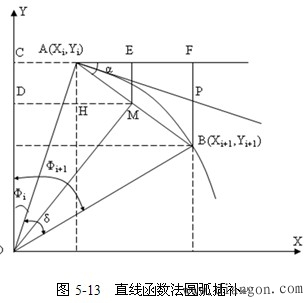
插补准备:
插补计算:
2)进给速率数法(扩展DDA法)
插补准备: 引入步长系数K
则
插补计算:
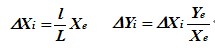
三、数据采样法圆弧插补
1. 直线函数法(弦线法)
如图5-13所示,要加工圆心在原点O(0,0)、半径为R的第一象限顺圆弧,在顺圆弧上的B点是继A点之后的插补瞬时点,两点的坐标分别为A(Xi,Yi)、B(Xi+1,Yi+1),现求在一个插补周期T内X轴和Y轴的进给量△X、△Y。图中的弦AB是圆弧插补时每个插补周期内的进给步长l,AP是A点的圆弧切线,M是弦的中点。显然,ME⊥AF,E是AF的中点,而OM⊥AB。
在图5-13中,
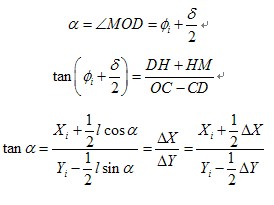
上式中,sinα和cosα都是未知数,采用sin45°和cos45°来取代sinα和cosα近似求解tgα,这样造成的tgα的偏差最小,即
X坐标增量: ,cos?可由下式求得。
为使偏差不造成插补点离开圆弧轨迹,Y坐标增量△Y的计算不能采用 lsinα,而由下式计算:
由上式得出
上式中,△Y可由迭代法求得。
可以按下两式求出新的插补点坐标: