为了使切削过程的正常进行和保证已加工表面质量,必须使切屑卷曲和折断。
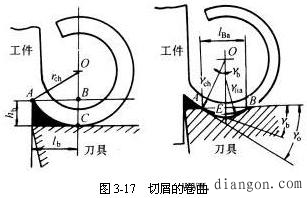
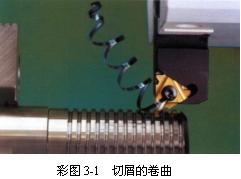
(1)切屑的卷曲是切屑基本变形或经过卷屑槽使之产生附加变形的结果(如图3-17所示)。彩图3-1显示刀具加工工件时产生的切屑被卷曲的情况。
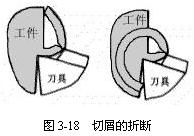
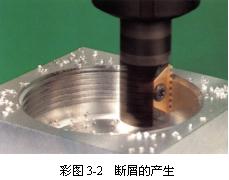
(2)断屑是对已变形的切屑再附加一次变形,如切屑碰到工件的待加工表面或刀具的后刀面或其它附加的断屑装置(如图3-18所示)。彩图3-2显示刀具切削工件时产生断屑的情况。
为了使切削过程的正常进行和保证已加工表面质量,必须使切屑卷曲和折断。
(1)切屑的卷曲是切屑基本变形或经过卷屑槽使之产生附加变形的结果(如图3-17所示)。彩图3-1显示刀具加工工件时产生的切屑被卷曲的情况。
(2)断屑是对已变形的切屑再附加一次变形,如切屑碰到工件的待加工表面或刀具的后刀面或其它附加的断屑装置(如图3-18所示)。彩图3-2显示刀具切削工件时产生断屑的情况。
上一篇影响结构工艺性的因素
下一篇刀具坐标系