1、系统元件I/O分配表
根据分析,可得plc控制系统的输入输出点分配

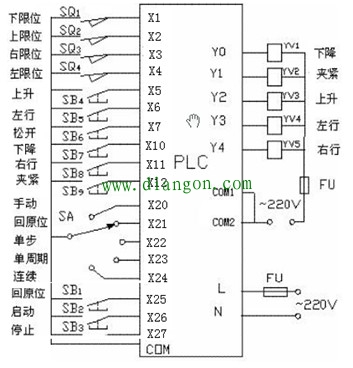
2、绘制PLC硬件接线图及硬件连接
根据I/O分配表,可画出PLC的外部接线示意图。
二、系统的软件设计
运用步进指令编写机械手顺序控制的程序比用基本指令更容易、更直观。在机械手的控制系统中,手动和回原点工作方式用基本指令很容易实现,故手动和回原点工作方式用基本指令编写,自动工作方式用步进指令编写。
机械手控制系统的程序总体结构如图所示,分为公用程序、自动程序、手动程序和回原点程序等四部分。其中自动程序包括单步、单周期和连续运行的程序,由于它们的工作顺序相同,所以可将它们合编在一起。
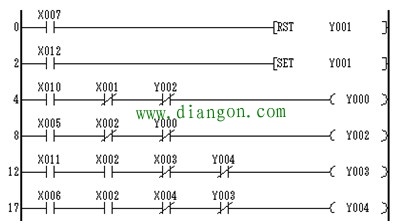
手动程序如图2所示,用X5~X12对应的机械手的上下、左右移和夹钳松紧的按钮,按下不同的按钮,机械手执行相应的动作。
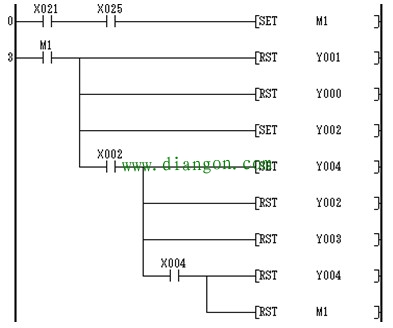
如图3为回原点程序,在系统处于回原点状态时,按下回原点按钮(X25为ON),机械手松开并上升,当上升到上限位,机械手左移直到碰到左限位开关才停止。
公用程序如图4所示,当执行但不工作方式时,X22为ON,特殊辅助继电器M8040为ON,为禁止转移状态。假设系统处于初始状态,当按下启动按钮,系统开始以单步工作方式运行,在完成某一步的动作后必须按一次启动按钮,系统才能进入下一步。

图3 机械手公用程序
图4为机械手的自动连续运行状态转移图。每一状态对应机械手的一个工序。根据状态转移图很容易画出对应的步进梯形图。
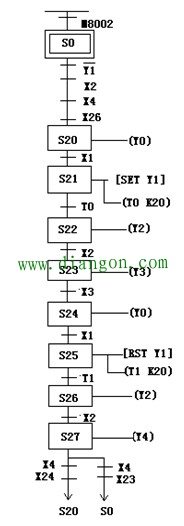
图 机械手自动单周期/连续运行的状态转移图
三、系统调试运行
1、按照图连接好PLC的输入和输出;
2、输入梯形图,并将程序下载到PLC。
3、将PLC运行开关打到RUN,运行程序。
5、操作控制按钮,观察运行结果。
6、分析程序运行结果,编写相关技术文件。