一、能力目标
1.掌握plc可编程控制器的日常维护和定期检查。
2.学习PLC可编程控制器的检修方法、技能。
二、项目使用设备、工具、材料
PLC可编程控制器、双踪示波器、多路输出的直流稳压电源、数字万用表、信号发生器、常用电工工具
三、项目要求
1.学会对PLC可编程控制器的日常维护和定期检查。
2.了解PLC可编程控制器的自诊断内容及步骤。
3.学习PLC可编程控制器的故障查找方法和检修方法、步骤。
四、工艺要求
(一)日常维护
1.日常清洁与巡查
经常用干抹布和皮老虎对PLC的表面及导线间除尘去污,保持PLC工作环境的整洁和卫生;经常巡视、检查PLC的工作环境、工作状况、自诊断指示信号、编程器的监控信息及控制系统的运行情况,并做好记录,发现问题及时处理。
2.编程器的使用
编程器是PLC日常维护的重要内容。
3.锂电池的更换
更换电池的方法如下:
先给PLC充电1min以上,然后在3min之内电池更换完毕,具体操作步骤为:
(1)准备好一个新的锂电池。
(2)断开PLC的交流电源。
(3)打开存储单元盖板,拔下备份电池插头。
(4)在3min内从支架上取下旧电池,快速换上新电池。
(5)盖上电池盖板。
(6)接通PLC电源。
表1 定期检查一览表 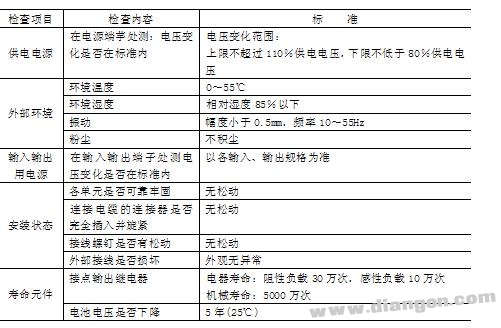
(二)定期检查
(三)PLC的故障诊断与排除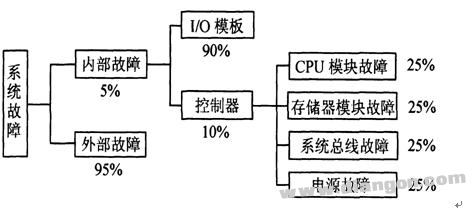
图1 PLC控制系统的故障分布
1.故障的自诊断
PLC具有一定的自诊断能力,无论PLC自身故障还是外部设备故障,绝大部分都可由PLC的面板故障指示灯来判断故障部位,能够大大提高故障诊断的速度和准确性。
(1)电源指示灯(POWER)
当PLC的工作电源接通并符合额定电压要求时,该灯亮;否则,说明电源有故障。
(2)运行指示灯(RUN)
当编程器面板上的“PROGRAM/MONITOR”开关打在“MONITOR”位置(非编程状态),该灯亮;否则,则说明PLC接线不正确或者CPU芯片、RAM芯片有问题。
(3)锂电池电压指示灯(BATT•V)
锂电池电压正常时,该灯一直不亮;否则,说明锂电池的电压已经下降到额定值以下,提醒维修人员要在一周内更换锂电池。
(4)程序出错指示灯(CPU•E)
当PLC的硬件和软件都正常时,该灯不亮;当发生故障时,该灯有两种发光情况:
①若该灯闪烁,说明可能发生以下错误:
a.程序出错,如程序语法错误、程序线路错误、定时器或计数器的常数丢失或超值等。
b.锂电池电压不足。
c.由于噪声干扰或线间短路等引起的PLC内“求和”检查错误。
②若该灯一直常亮,则说明可能发生以下错误:
a.由于外来浪涌电压瞬时加到PLC时,引起程序执行出错。
b.程序执行时间大于0.15s,引起监视器动作。
(5)输入指示灯
有多少个输入端子,就有多少个输入指示灯。当PLC的输入端加上正常的输入时,输入指示灯应该亮;若正常输入而灯不亮或未加输入而灯亮,说明输入电路有故障。
(6)输出指示灯
有多少个输出端子就有多少个输出指示灯。按照控制程序,当某个输出继电器通电时,该继电器的输出指示灯就应该亮,若某输出继电器指示灯亮而该路负载不动作,或输出继电器线圈未得电而指示灯亮,说明输出电路有问题,可能是输出触点因过载、短路而烧坏。
2.故障检查流程
(1)总体检查
根据总体检查的情况,先找出故障点的大方向,然后逐步细化,以找出具体的故障。
PLC系统的检查是按照电源→系统→报警 → I/O接口 →工作环境的顺序逐一搜索故障区域。
(2)电源系统的检查
(3)系统运行异常检查
(4)系统报警检查
(5)输入输出检查
作I/O检查时首先应从导线、端子等入手。在系统发生故障后,首先考虑是否是电源故障外,着重应考虑是否为I/O故障。尤其是在系统正常运行过程中,突然发生故障而中止工作或报警时更是如此。
(6)工作环境的检查
3.常见故障的处理
表2 CPU模板常见故障处理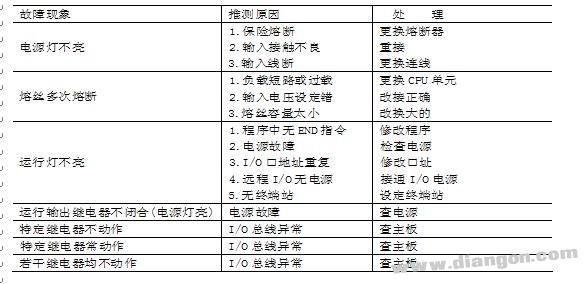
表3 输入模板常见故障处理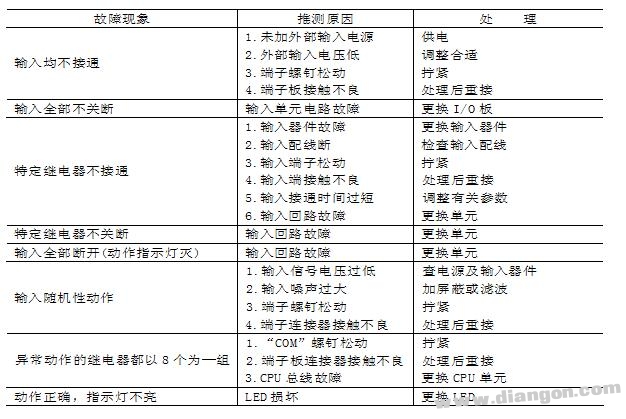
表4 输出模板常见故障处理 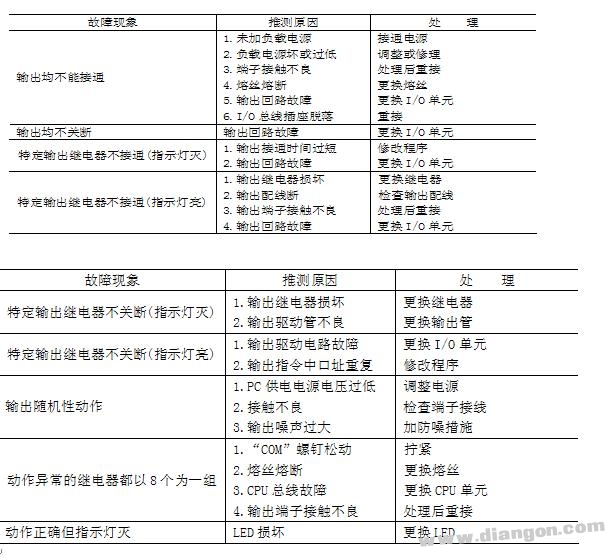
(四)PLC系统的检修
电子设备的检修主要包括:印刷电路板的拆卸、故障元件位置的确定、故障元件的更换、对修理的印刷电路板作测试。其中最困难的是故障元件的定位。故障模板检修步骤:
1.检修前的准备工作
(1)资料准备
(2)备件准备
(3)技术准备
技术准备主要是对维修人员提出的要求,主要包括:
①熟悉图纸,了解系统的整体功能,弄清每块板的功能,甚至每个元件的作用。
②熟练掌握各种测试设备和工具的使用方法。
③积累维修经验,作好每次的维修记录(包括故障现象,故障定位过程,故障处理方法,修理后的测试或使用情况),对每种故障情况进行分析及统计,逐步积累维修设备的经验。
④提高基础知识水平,自学有关电路、电子学和计算机硬软件方面的知识,经常参加一些专题讲座和学习班,在有条件的情况下,可到大专院校或研究所进行一段时间的进修等。
2.检修的一般步骤
(1)故障电路板的拆卸
作好在修理好故障插件后可以保证恢复到原状态的所有工作。
(2)目测故障
(3)用万用表检查直流电压
(4)故障元件位置的确定
确定故障元件位置的方法主要有两种:一是利用常规的测试仪器,根据被测电路板的电路图和功能要求,逐一缩小可疑的区域,最后找出故障元件;另一种方法是使用专用的仪器(如逻辑分析仪等)和设备进行故障元件的定位。
①故障区域的确定 对简单的串联系统可采用从前向后或从后向前的测试过程,逐一将故障的可疑区域缩小。为了加快测试过程,还可采用二分法测试。如果系统不是一个简单的串行系统,而是一个具有反馈的复杂系统,则定位故障区域比较困难,有效的方法是将反馈环断开,把它当成一个串联系统进行故障区域的确定。
在作具体测试时,可以先测直流信号,再测交流信号。因为直流测试时,常可不施加信号(只施加电源),测试方便,直流电压的量测精度也较高。通常通过直流测试,可检查60%~70%的故障。
②故障元件位置的确定 为了确定故障元件,常采用以下方法:
a.替换法 在备件充足而且替换容易实现的前提下,将故障区域内的器件逐一用完好的同一类器件替换,直到确定全部的故障元件。
b.预猜法 先根据故障现象和测量数据,猜测有故障的器件,然后设计一个方案去验证这个猜测是否正确。
c.分析法 根据测量数据作定量分析,以便从中提取有益于确定故障元件的信息。分析法的关键在于考虑问题的周密性,要将故障的全部可能性都考虑到,否则容易产生误诊断,无法查出真正的故障点。
(5)故障元件的替换
用好器件替换故障元件时应注意以下三点:
①故障元件拆卸时,首先要注意原器件管脚的插接方向,其次在焊下故障元件时注意不要损坏印制电路板和其它元件。
②替换元件的选择尽首先选用与被替换元件完全一致的器件,其次考虑使用参数,体积(外形)管脚基本相同的元器件代替。注意在替换前还需进行测试,确保替换元件的性能良好。
③替换元件安装时,必须进行仔细的校核。需要焊接的必须做清洁处理并挂锡,防止虚焊。元件需要成型的应仿原器件形状。如焊接面积很大,则应使用大功率的烙铁焊接,且焊点尽量呈半球形。
(6)检修后的测试和运行
五、检测标准
观察各种指示灯显示应正常,输出负载工作正常。