TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图
工艺模块 TM Count 2x24V 的主要属性:
- 支持的编码器/信号类型:
- 24 V 增量编码器;
- 具有方向信号的 24 V 脉冲编码器;
- 不具有方向信号的 24 V 脉冲编码器;
- 用于向上和向下计数脉冲的 24 V 脉冲编码器;
- 支持的技术功能:
- 高速计数
- 测量 (频率, 速度, 脉冲周期)
- 作为运动控制的位置反馈
- 集中式应用/分布式应用:
- 可以在 S7-1500 自动化系统中集中使用工艺模块。
- 可以通过 ET 200MP 分布式 I/O的接口模块在分布式系统中使用工艺模块,如在 S7-300/400 系统中的分布式运行或者在第三方系统中的分布式运行。
工艺模块 TM Count 2x24V 的接线:
工艺模块 TM Count 2x24V 可以接两路 24V 脉冲信号编码器,每个通道同时提供了三个数字量输入和两个数字量输出信号,具体接线方式请参考图02 和图03。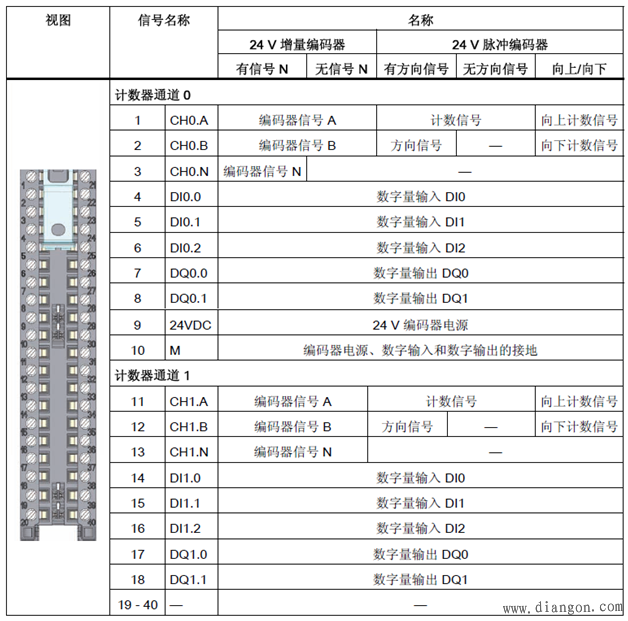
图02. TM Count 2x24V 端子分配
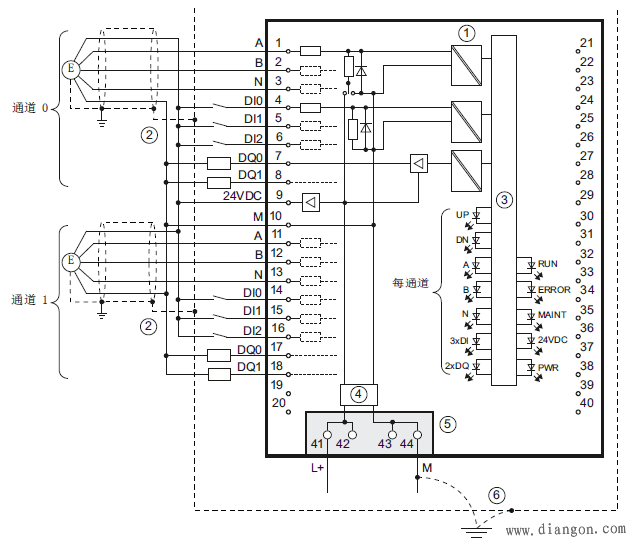
图03. TM Count 2x24V 模块的接线
在本例中,使用的是带有方向信号的 24V 脉冲编码器,所以将脉冲信号接到模块的1号端子,将方向信号接到模块的2号端子。
计数功能概述:
计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序指定计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
计数功能组态实例:
1. 本文中所使用的系统硬件及软件信息:| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |
- 硬件配置:
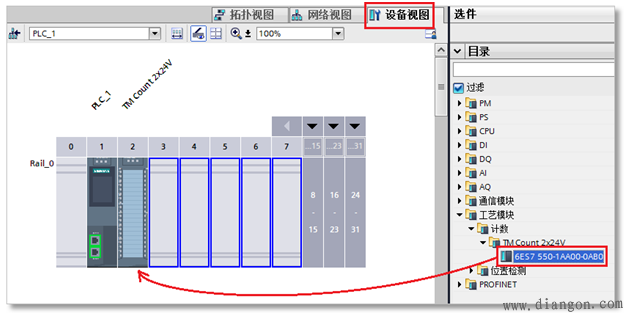
图04. TM Count 2x24V 硬件配置 01
在模板下方点击属性,进入模板的基本参数设置界面,将通道 0 的工作模式选择为:通过工艺对象组态通道(图05);
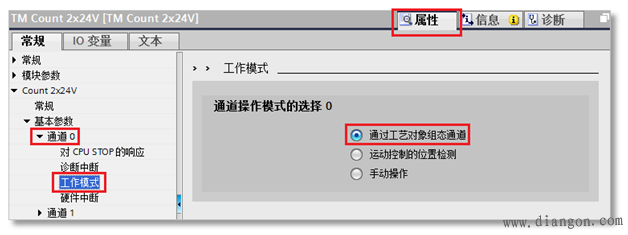
图05. TM Count 2x24V 硬件配置 02
- 组态工艺对象:
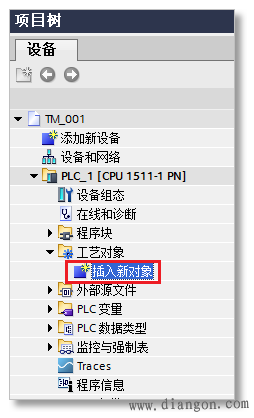
图06. 插入新对象
在插入新对象时选择:计数和测量,并填入对象名称(图07);
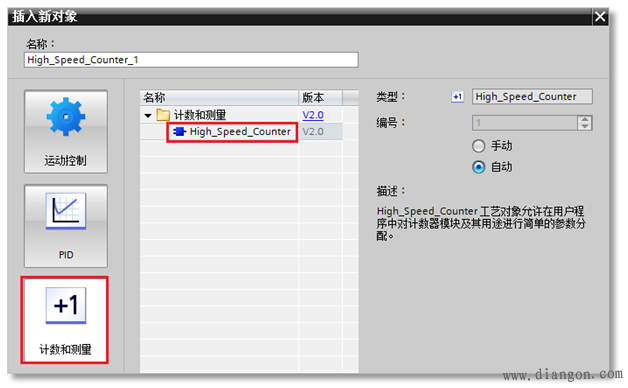
图07. 选择新对象类型
插 入对象后,在左侧的项目树下就能看到新建的计数器工艺对象,选择这个计数器工艺对象,点击“组态”即可在中间的工作区域看到工艺对象的参数配置界面。参数界面可以通过 状态图标反映出参数分配状态:红色图标表示参数里包含错误或者不可用的参数;绿色图标表示配置里面包含手动修改过得可用参数;蓝色图标表示系统默认可用的 配置参数(图08);
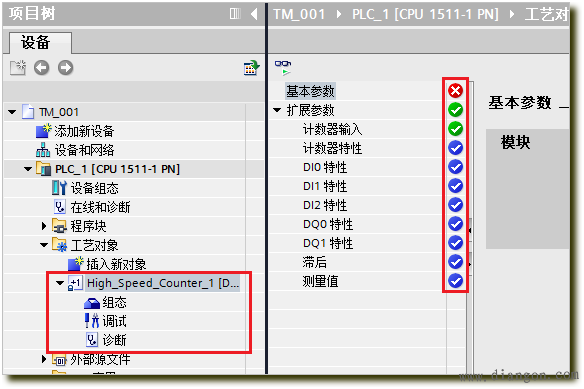
图08. 组态工艺对象
在工艺对象的基本参数中,首先需要给这个计数器工艺对象分配一个硬件,也就是前面组态的高速计数模块,并选择相应的模块通道,完成工艺对象与硬件的关联(图09);
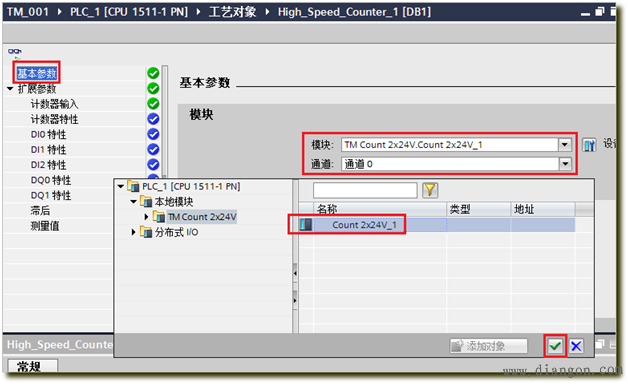
图09. 为工艺对象分配硬件
在计数器输入参数中选择输入信号的类型,可选择的类型参见下表,在附加参数里面还可以选择对脉冲的滤波和传感器类型(图10),可以支持的信号类型请参见表01
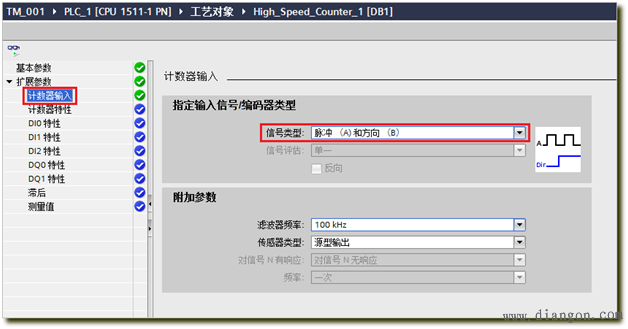
图10. 选择计数器工艺对象的信号类型
计数器工艺对象支持的信号类型:
| 图例 | 名称 | 信号类型 |
 |
增量编码器(A、B 相差) | 带有 A 和 B 相位差信号的增量编码器。 |
 |
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |
 |
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |
 |
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口指定计数方向。 |
 |
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。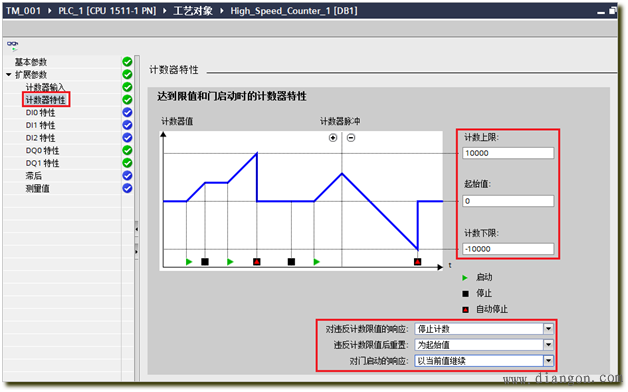
图11. 设置计数器的上下限及门功能
- 组态 DO 在计数值大于比较值时输出:
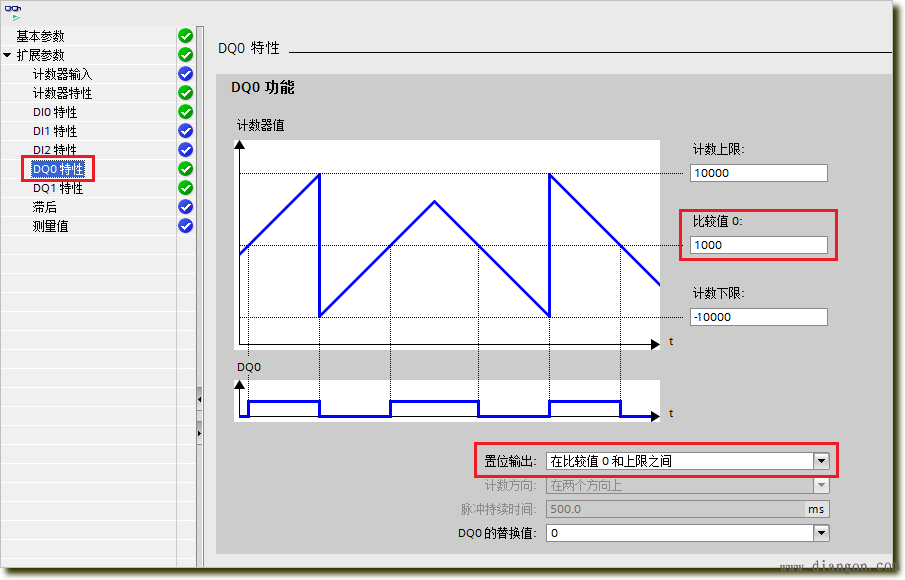
图12. 组态 DO 在计数值大于比较值时输出
- 调试工艺对象:计数功能中必要的参数基本配置完毕,其他功能如数字量输入/输出,测量等,可根据实际需要来做一定的修改,具体功能和使用方法请参考功能手册。接下来进入计 数功能的调试阶段。计数工艺对象提供了一个可以调试的控制面板,在这个调试界面下可以进行计数器的基本操作和错误诊断。需要注意的是,使用调试界面前,需 要先在主程序中调用高速计数功能块才能正常使用。
将主画面切换到 OB1 编辑界面,从右侧的指令列表里面找到工艺类->计数和测量,找到 High_Speed_Counter 功能块并拖拽到程序段中,并在背景数据块中选择之前建立的计数器工艺对象(图13):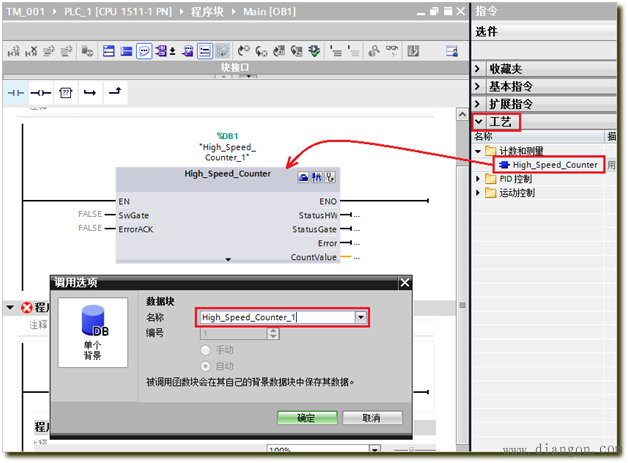
图13. 在程序中调用功能块
将项目存盘编译并下载之后,可以通过项目树或者功能块的快捷图标进入到工艺对象的调试功能(图14);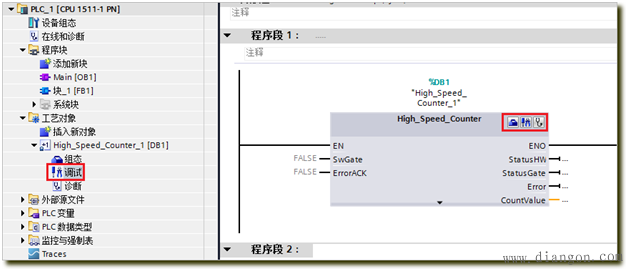
图14. 在程序中调用功能块
进 入调试界面后,首先点击左上角的在线图标切换到在线模式,在在线模式下首先要使能软件门”SwGate”,然后观察反馈的门状态”StatusGate” 是否为 TRUE,如果为 TRUE 说明计数器已经开始工作,这时候如果有外部脉冲信号的话,计数器将进行计数并将计数值反馈到”CountValue”处(图15)。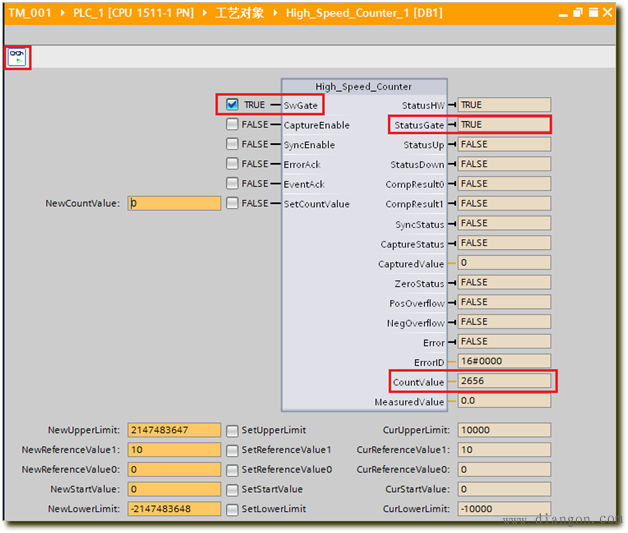
图15. 计数器工艺对象的调试界面
- 故障诊断:
可以通过项目树或功能块上的快捷图标切换到诊断界面。在诊断界面可以看到错误的ID、描述和相关的状态位(图16):
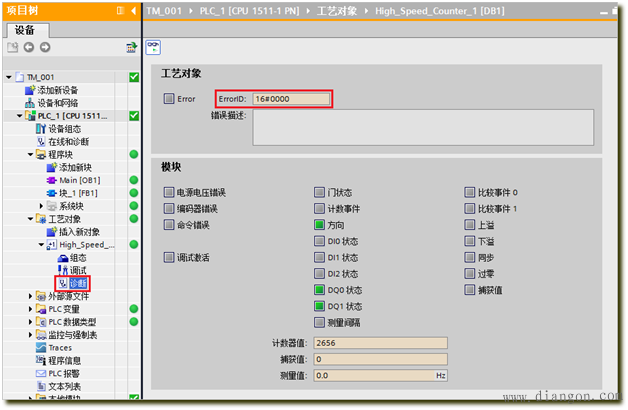
图16. 计数器工艺对象的诊断界面- 编程:
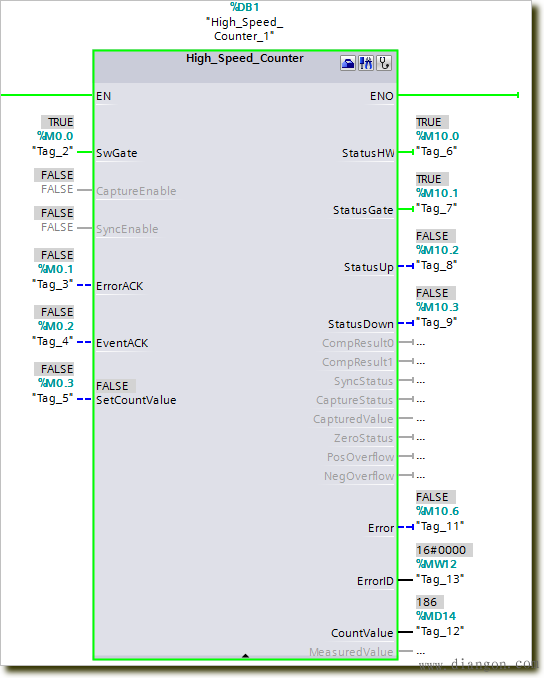
图17. 高速计数程序功能块
计数器工艺功能的主要参数:序号 名称 功能 1 SwGate 软件门:通过该控制位来控制计数器启动和停止; 2 ErrorACK 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; 3 EventACK 事件应答:确认计数器事件状态,如:计数值超限等; 4 SetCountValue 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; 5 StatusHW 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; 6 StatusGate 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; 7 StatusUp 增计数状态位:表示当前计数方向为增计数; 8 StatusDown 减计数状态位:表示当前计数方向为减计数; 9 PosOverflow 超上限状态位:表示当前计数值已经超过设定的计数值上限; 10 NegOverflow 超下限状态位:表示当前计数值已经超过设定的计数值下限; 11 Error 错误状态位:表示当前计数工艺对象有错误; 12 ErrorID 错误代码:显示当前工艺对象错误的故障代码; 13 CounterValue 计数值:计数器工艺对象的实际计数值;
表02. 计数器工艺功能的主要参数
7. 通过用户程序修改实际计数值:
在很多情况下都有可能需要人工修改一下当前的实际计数值,这需要首先将要修改的值传送到工艺DB的新计数值"NewCountValue"中,然后置位功能块输入管脚“SetCountValue” 则新计数值生效(图18)。具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewCountValue"变量,并将其拖拽到用户程序的传送指令输出端;
(4). 将新的计数值传送到"NewCountValue";
(5).置位功能块输入管脚“SetCountValue” ;
(6). 新的计数值生效。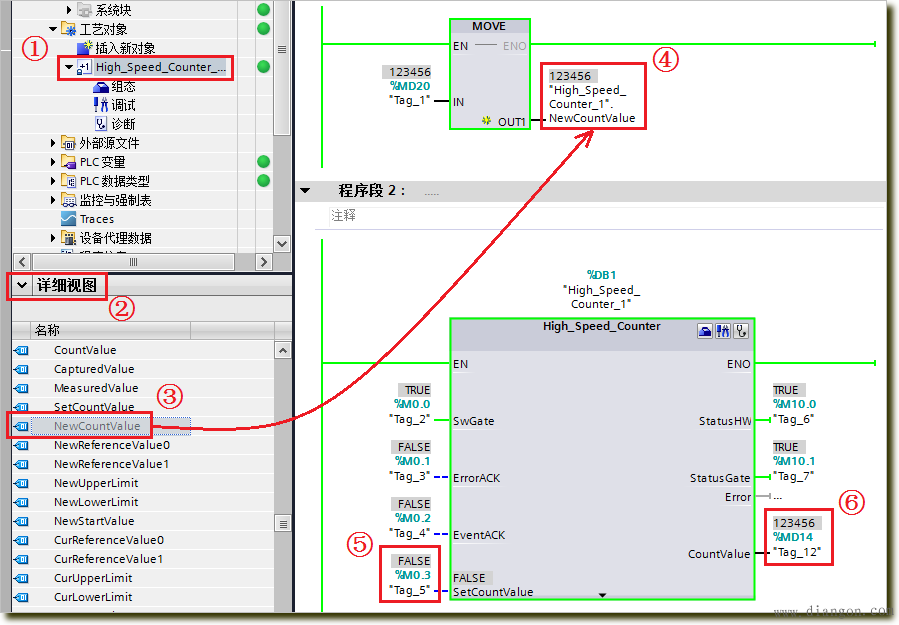
图18. 通过用户程序修改实际计数值
8. 通过用户程序修改比较值:
同修改实际计数值的方法类似,用户也可以通过用户程序修改该组态里面预制的比较值(图19),具体步骤如下:
(1). 选中左面项目树的"High_Speed_Couter"工艺对象;
(2). 展开下面的详细视图,则可以看到工艺DB中的所有变量;
(3). 找到"NewReferenceValue0"变量,并将其拖拽到用户程序中进行赋值;
(4). 找到"SetReferenceValue0"变量,并将其拖拽到用户程序中进行置位,就可以将刚刚修改的新比较值写到计数器模块中。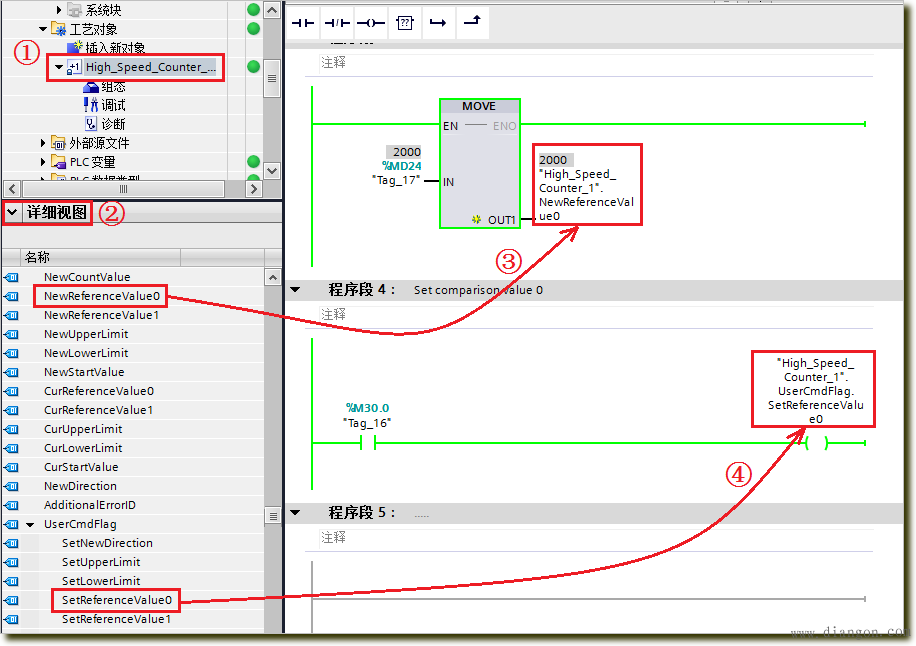
图19. 通过用户程序修改比较值
9. 查看工艺对象 DB 中的所有变量
上 述查找工艺对象变量的方法适用于 STEP 7 TIA Protal V13 以上版本,之前的版本可以通过鼠标右键点击工艺对象名称,选则最下面的"打开 DB 编辑器" ,这样可以通过数据视图显示工艺对象 DB 里面的所有变量,使用变量的时候可以在用户程序中直接敲入相应的变量名即可(图20)。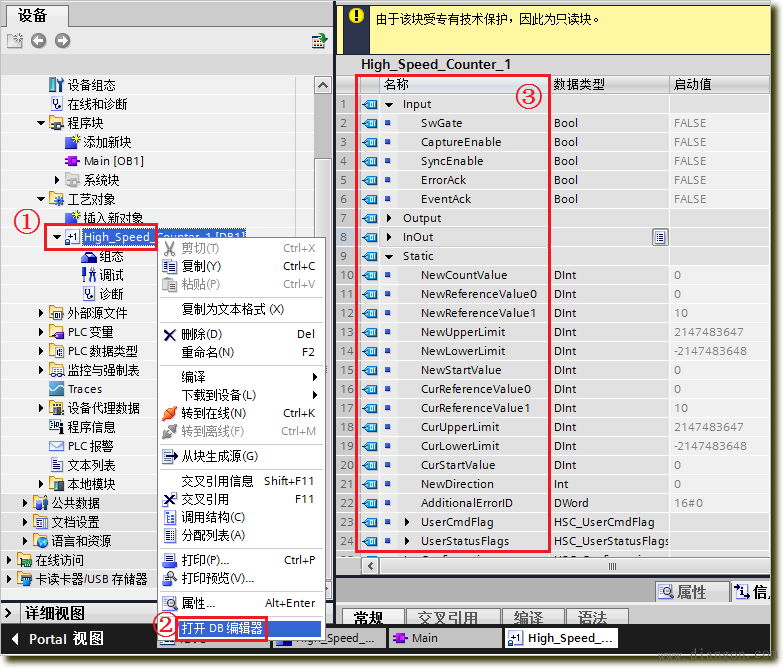
图20. 查看工艺对象 DB 中的所有变量 - 故障诊断: