一台上世纪九十年末英国进口的数控专用轴双端卡簧槽磨床,最近一段时间经常出现报警“6006 Servo Drive Not Ready”(伺服系统没有准备)。
这台机床采用西门子810T数控系统,伺服系统采用西门子611A交流模拟伺服系统,驱动部分使用双轴驱动模块,带动X1轴和X2轴两个伺服电机运行,两个伺服电机驱动滑台带动两片砂轮对淬火后细长轴两端的卡簧槽进行磨削。 出现故障时检查伺服系统,伺服系统没有报警灯亮。电源模块上的使能灯亮,说明电源模块的使能没有问题。附图是伺服系统的连接图,电源模块的端子72/73.2连入plc的输入I3.2,是伺服系统准备好信号。出现故障时检查I3.2的状态为“0”,说明确实是伺服系统没有准备好。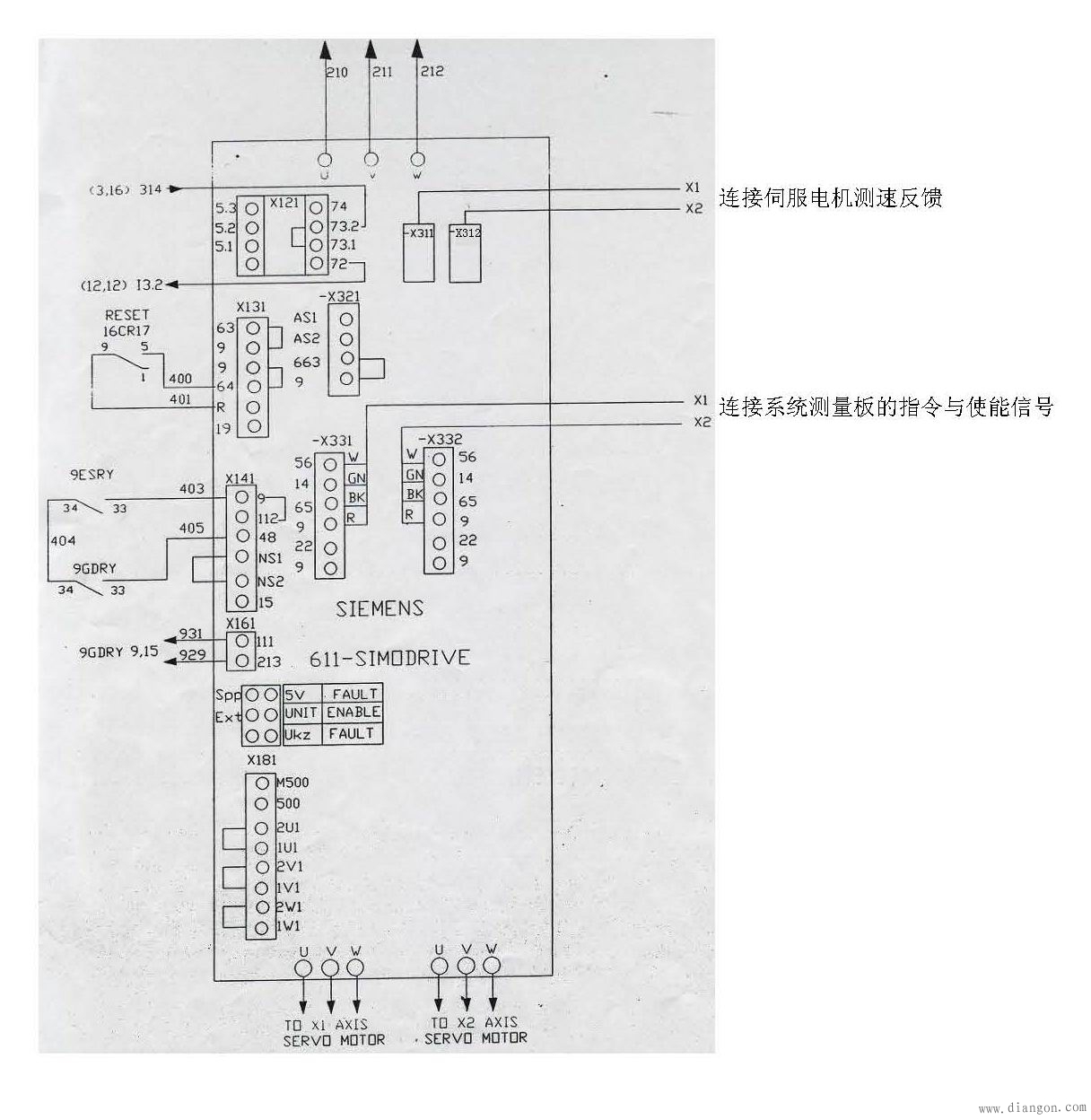
附图 伺服系统连接图
因为电源模块使能信号正常,而伺服准备好信号没有,首先怀疑电源模块有问题,更换新的电源模块,加工100多个零件没有报警,感觉问题排除了,但又加工二十几个零件后,又出现这个报警。看样电源模块没有损坏。 在出现故障报警时,手动操作状态下移动X1和X2轴,移动X1轴出现报警“1040 DAC-limit”报警,移动X2轴没有问题,不报警。从这一现象分析,认为是X1轴伺服环节出现问题。 为了确认是否为驱动模块出现故障,将X1轴和X2轴伺服电机测速反馈电缆插头X311和X312交换插接,指令与使能端子排X331和X332对换插接,伺服电机动力电缆插头X1与X2对换插接,同时也将数控系统测量模块上的编码器反馈的X1轴和X2交换插接。这时运行机床,在出现报警时,手动操作状态下移动X1轴和X2轴,还是X1轴出现1040报警,说明伺服驱动模块和控制模块都应该没有问题。 思前想后我们认为可能是X1轴伺服电机或者滑台有问题,将伺服电机护板拆开,为了确认伺服电机动力电缆和测速反馈电缆是否有问题,将X1轴伺服电机动力电缆和测速反馈电缆插头与X2轴伺服电机的互换,驱动模块上动力电缆插头和测速反馈电缆插头互换,这时运行机床,还是X1轴有问题,说明电缆和电缆插头都没有问题。 将X1轴伺服电机拆下,检查丝杠和滑台没有问题,为X1更换备用伺服电机。这时通电测试,机床不产生故障报警,正常工作了三天,虽然检测拆下的X1伺服电机没有发现大的问题,但也认为这个报警已经排除。 但第四天又开始出现6006报警,虽然不很频繁,出现故障后还是X1轴手动操作时出现1040报警,看样问题还是没有解决,这次还是空欢喜一场,此时已不能再怀疑X1伺服电机了。 至此维修工作变得纠结了,本人维修西门子810T/M系统多年,感觉对该系统的故障维修很有把握,此时却有些无所适从、无处下手的感觉,但问题没有找到,故障还得维修。 再仔细观察故障现象,故障是在加工程序启动后出现,这时加工程序停顿,有时等了两、三分钟又继续执行加工程序。 又一天过去了,问题还是没有排除。 当故障维修纠结时,说能达到夜不能寐的程度其实一点都不过分,在当晚睡觉前还在琢磨这个难题,问题究竟到底出在哪呢?这时头脑突然出现一个灵感,能不能数控系统X1轴伺服使能出现了问题呢?如果系统伺服使能没有给出,应该也会出现这个报警的。第二天一定要排查这个问题。 第二天一上班就盼望尽快机床出现报警,但故障报警却迟迟没有出现。十点多时,机床开始报警,这时在伺服驱动控制模块上检查X1轴的使能信号――X331端子排65/9号端子信号,没有电压信号。而X2轴65和9号端子上都有DC24V电压信号,真是“山重水复疑无路,柳暗花明又一村”,问题点终于浮出水面,原来是伺服系统的测量模块没有发出使能信号。 将系统伺服模块(6FX1121-4BA03)拆下进行检查,发现X轴的伺服使能信号(端子1,14)连接到继电器K1的常开触点,怀疑该继电器触点有时不能可靠闭合,输出不了使能信号。为此,更换该继电器,这时运行机床,故障终于被排除了。 此时想起辛弃疾的一句词,“众里寻他千百度,蓦然回首”,有很多数控机床的故障都是费尽周折去排除,但当“山重水复疑无路”的时候,蓦然回首,突然来了一个灵感,就“柳暗花明又一村了”。虽历经坎坷,但最终将故障排除,这是数控机床维修人员的一大快事,那时愉悦的心情是溢于言表的。