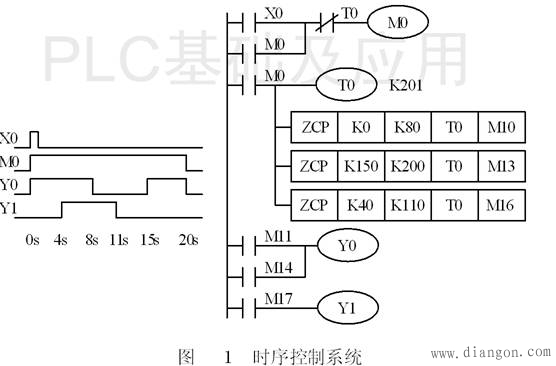
 用接在X0输入端的按钮来控制Y0和Y1,需定时的总时间(20s)远远大于按钮按下的时间,所以用控制M0的起保停电路来记忆起动命令,用M0的常开触点来控制T0的线圈。T0的定时时间到时其常闭触点断开,使M0的线圈断电,T0停止定时。T0的设定值应略大于20s,本例中为20.1s,以保证M14被复位,如果T0的设定值为K200,将出现Y0在20s之后不能被OFF的异常现象。
以对Y1的控制为例,Y1在4s~11s之间为ON(高电压),T0是100ms定时器,4s和11s分别对应定时器的当前值40和110,图1中的第3条ZCP指令使目标元件M17在4s~11s之间为ON,所以可以用M17来控制Y1。
从Y0的波形可知,Y0在0s~8s和15s~20s两段时间内到ON,可用两条ZCP指令来控制Y1。在0s~8s区间,第一条ZCP指令使M11为ON;在15s~20s区间,第二条ZCP指令使M14为ON,所以将M11和M14的常开触点并联后来控制Y1的线圈,就可以得到如图1所示的Y0的波形。
用接在X0输入端的按钮来控制Y0和Y1,需定时的总时间(20s)远远大于按钮按下的时间,所以用控制M0的起保停电路来记忆起动命令,用M0的常开触点来控制T0的线圈。T0的定时时间到时其常闭触点断开,使M0的线圈断电,T0停止定时。T0的设定值应略大于20s,本例中为20.1s,以保证M14被复位,如果T0的设定值为K200,将出现Y0在20s之后不能被OFF的异常现象。
以对Y1的控制为例,Y1在4s~11s之间为ON(高电压),T0是100ms定时器,4s和11s分别对应定时器的当前值40和110,图1中的第3条ZCP指令使目标元件M17在4s~11s之间为ON,所以可以用M17来控制Y1。
从Y0的波形可知,Y0在0s~8s和15s~20s两段时间内到ON,可用两条ZCP指令来控制Y1。在0s~8s区间,第一条ZCP指令使M11为ON;在15s~20s区间,第二条ZCP指令使M14为ON,所以将M11和M14的常开触点并联后来控制Y1的线圈,就可以得到如图1所示的Y0的波形。
导读:目前正在解读《PLC定时器和区间比较指令设计时序控制》的相关信息,《PLC定时器和区间比较指令设计时序控制》是由用户自行发布的知识型内容!下面请观看由(电工学习网 - www.9pbb.com)用户发布《PLC定时器和区间比较指令设计时序控制》的详细说明。
时序控制电路一般只有一个起动命令信号,在起动命令的上升沿之后,各输出量的ON/OFF状态根据预定的时间自动发生变化,最后回到初始状态。
图1中的电路对输出量的控制是通过对定时器当前值使用区间比较指令(ZCP)来实现的。以图1中的第二条ZCP指令为例,T0的当前值(以0.1s为单位)与常数150和200比较,指令中的M13用来指定目标元件,共占用连续的3个元件(M13~M15)。若T0的当前值小于150,M13为ON;若T0的当前值大于等于150且小于等于200,M14为ON;若T0的当前值大于200,M15为ON。M14在15~20s区间为ON。
用接在X0输入端的按钮来控制Y0和Y1,需定时的总时间(20s)远远大于按钮按下的时间,所以用控制M0的起保停电路来记忆起动命令,用M0的常开触点来控制T0的线圈。T0的定时时间到时其常闭触点断开,使M0的线圈断电,T0停止定时。T0的设定值应略大于20s,本例中为20.1s,以保证M14被复位,如果T0的设定值为K200,将出现Y0在20s之后不能被OFF的异常现象。
以对Y1的控制为例,Y1在4s~11s之间为ON(高电压),T0是100ms定时器,4s和11s分别对应定时器的当前值40和110,图1中的第3条ZCP指令使目标元件M17在4s~11s之间为ON,所以可以用M17来控制Y1。
从Y0的波形可知,Y0在0s~8s和15s~20s两段时间内到ON,可用两条ZCP指令来控制Y1。在0s~8s区间,第一条ZCP指令使M11为ON;在15s~20s区间,第二条ZCP指令使M14为ON,所以将M11和M14的常开触点并联后来控制Y1的线圈,就可以得到如图1所示的Y0的波形。
用接在X0输入端的按钮来控制Y0和Y1,需定时的总时间(20s)远远大于按钮按下的时间,所以用控制M0的起保停电路来记忆起动命令,用M0的常开触点来控制T0的线圈。T0的定时时间到时其常闭触点断开,使M0的线圈断电,T0停止定时。T0的设定值应略大于20s,本例中为20.1s,以保证M14被复位,如果T0的设定值为K200,将出现Y0在20s之后不能被OFF的异常现象。
以对Y1的控制为例,Y1在4s~11s之间为ON(高电压),T0是100ms定时器,4s和11s分别对应定时器的当前值40和110,图1中的第3条ZCP指令使目标元件M17在4s~11s之间为ON,所以可以用M17来控制Y1。
从Y0的波形可知,Y0在0s~8s和15s~20s两段时间内到ON,可用两条ZCP指令来控制Y1。在0s~8s区间,第一条ZCP指令使M11为ON;在15s~20s区间,第二条ZCP指令使M14为ON,所以将M11和M14的常开触点并联后来控制Y1的线圈,就可以得到如图1所示的Y0的波形。
提醒:《PLC定时器和区间比较指令设计时序控制》最后刷新时间 2023-07-10 04:03:56,本站为公益型个人网站,仅供个人学习和记录信息,不进行任何商业性质的盈利。如果内容、图片资源失效或内容涉及侵权,请反馈至,我们会及时处理。本站只保证内容的可读性,无法保证真实性,《PLC定时器和区间比较指令设计时序控制》该内容的真实性请自行鉴别。