上图所以即为按钮控制的正反转控制线路,正反转的控制靠手动操作按钮实现。主电路中接触器KM1和KM2构成正反转相序接线,图中控制线路中,按下正向启动按钮SB2,正向控制接触器KM1线圈得电动作,其主触点闭合,电动机正向转动,按下停止按钮SB1,电动机停转; 按下反向启动按钮SB3,反向接触器KM2线圈得电动作,其主触点闭合,主电路定子绕组变正转相序为反转相序,电动机反转。
图中控制线路中,当变换电动机转向时,必须先按下停止按钮,停止正转,再按下反向启动按钮,方可反向启动, 操作不便。若主电路不变,采用下图中所示控制电路,利用复合按钮SB2、SB3可直接实现由正转变为反转的控制(反之亦然)。
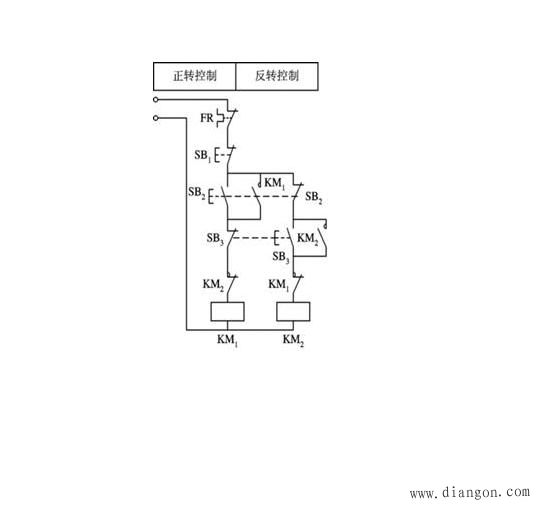
复合按钮具有互锁功能,但工作不可靠,因为在实际使用中,由于短路或大电流的长期作用,接触器主触点会被强烈的电弧“烧焊”在一起,或者当接触器的机构失灵,使主触点不能断开,这时若另一接触器动作,将 会造成电源短路故障。如果采用接触器的动断触点进行互锁,则不论什么原因,当一个接触器处于吸合状态,它的互锁动断触点必将另一接触器的线圈电路切断,从而避免故障的发生。
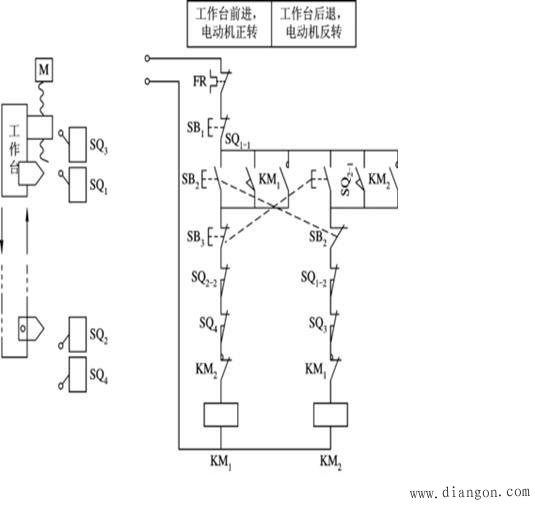
2、行程开关控制的电动机正反转控制线路
行程开关控制的电动机正反转是机动控制,是由机床的运动部件在工作过程中压动行程开关,实现电动机正反转自动切换的。
下图所示是机床工作台往返循环的控制线路。电动机的正反转可通过SB1、SB2、SB3手动控制,也可用行程开关实现机动控制。
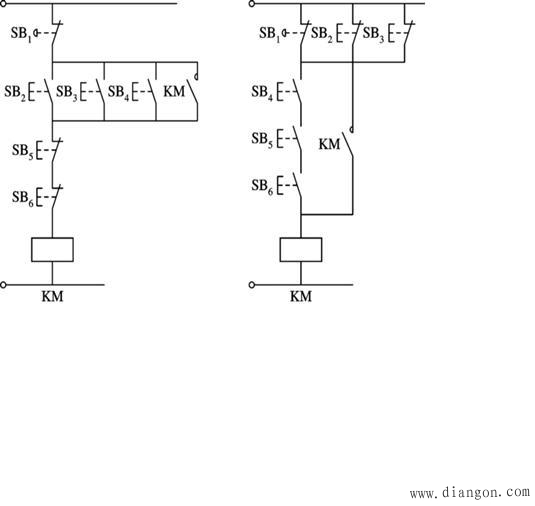
3.多地控制
在大型设备上,为了操作方便,常要求多个地点进行控制操作;在某些机械设备上,为保证操作安全,需要多个条件满足,设备才能开始工作,这样的控制要求可通过在电路中串联或并联电器的动断触点和动合触点来实现。
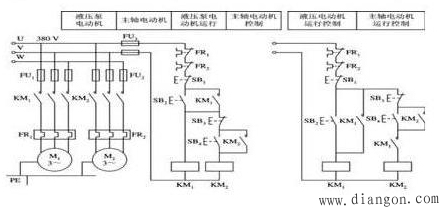
4、联锁控制 顺序联锁
实际生产中,有些设备常要求电动机按一定的顺序启动或停止,如铣床工作台的进给电动机必须在主轴电动机已启动工作的条件下才能启动工作,自动加工设备必须在前一工步已完成或转换控制条件已具备,方可进入新的工步。控制设备完成这样顺序起停控制电动机的电路,称为顺序联锁控制电路, 顺序联锁控制也叫条件控制。