一、零件程序的输入
1.概述
零件程序的输入,对于早期的数控装置是使用纸带阅读机和键盘进行的。现代数控装置则可通过通信方式或其它输入装置实现。纸带阅读机和键盘输入大都采用中断方式,由相应的中断服务程序完成输入。输入过程信息流如图4-30所示。
2.数据存放形式
在零件程序存储器中可以储存多个零件程序,零件程序一般是按顺序存放的。为了方便零件程序的调用,在零件程序存储器中还开辟了目录0区,在目录中按固定格式存放着相应零件程序的有关信息,形成目录表。目录表的每一项对应于一个零件程序,记录了该零件程序的程序名称,它在零件程序存储器中的首地址和末地址等信息。
3.零件加工程序的编辑
将零件加工程序输入后,常常需对该程序编辑。编辑工作主要有:插入(Insert) 、删除(Delete)、修改(Edit)、替换(Replace)等。
二、译码
译码程序又称翻译程序,它把零件程序段的各种工件轮廓信息(如起点、终点、直线或圆弧等)、加工速度F和其它辅助信息(M、S、T)按一定规律翻译成计算机系统能识别的数据形式,并按系统规定的格式放在译码结果缓冲器中。译码有解释和编译两种方法。解释方法是将输入程序整改成某种形式,在执行时,由计算机顺序取出进行分析、判断和处理,即一边解释,一边执行。编辑方法是将输入程序作为源程序,对它进行编译,形成由机器指令组成的目的程序,然后计算机执行这个目的程序。
三、刀具补偿原理
1.刀具补偿的基本原理
编制零件加工程序时,一般只考虑零件的轮廓外形,即零件程序段中的尺寸信息取自零件轮廓线。但是实际切削控制时,是以刀具中心为控制中心的,这样刀具和工件之间相对切削运动实际形成的轨迹就不是零件轮廓线了,而是偏离了一个刀具半径值。因此,CNC装置必须能够根据零件轮廓信息和刀具半径自动计算中心轨迹,使其自动偏移零件轮廓一个刀具半径值。这种偏移计算称为刀具半径补偿。
刀具补偿有刀具半径补偿和刀具长度补偿两部分。
2.B功能刀具半径补偿计算
B刀具半径补偿为基本的刀具半径补偿,它根据程序段中零件轮廓尺寸和刀具半径计算出刀具中心的运动轨迹。对于一般的CNC装置,所能实现的轮廓控制仅限于直线和圆弧。对直线而言刀具补偿后的刀具中心规迹是与原直线相平行的直线,因此刀具补偿计算只要计算出刀具中心轨迹的起点和终点坐标值。对于圆弧而言,刀具补偿后的刀具中心轨迹是一个与原圆弧同心的一段圆弧,因此对圆弧的刀具补偿计算只需要计算出刀具补偿后圆弧的起点和终点坐标值以及刀具补偿后的圆弧半径值。
直线的B刀具半径补偿如图4-12所示。被加工直线段的起点为原点O(0,0),终点A的坐标为(x,y),假定上一程序段加工完后,刀具中心在点O1且坐标值已知。刀具半径为r,现计算刀具补偿后直线O1A1的终点坐标(x1,y1)。设刀具补偿矢量AA1的投影坐标为Dx和Dy,则

由于
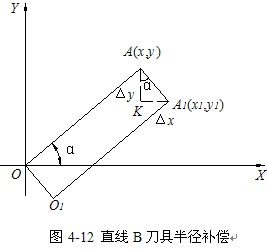
则有

圆弧的B刀具半径补偿如图4-13所示。设被加工圆弧的圆心坐标为(0,0),圆弧半径为R,圆弧起点为A(x0,y0),终点为B(x e,ye),刀具半径为r。
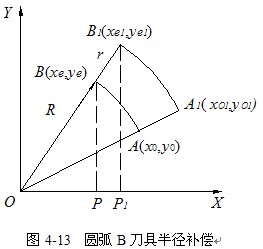
设A1(xo1,yo1)为前一段程序刀具中心轨迹的终点,且坐标为已知。因为是圆角过渡,A1点一定在半径OA或其延长线上,与A点的距离为r。A1点即为本段程序刀具中心轨迹的起点。现在计算刀具中心轨迹的终点B1(xe1,ye1)和半径R1。因为B1在半径OB或其延长线上,三角形△OBP与△OB1P1相似。根据相似三角形定理,有
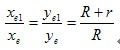
则有
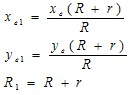
以上为刀具偏向圆外侧的情况,刀具偏向圆内侧时与此类似。
3.C功能刀具半径补偿计算
C刀具半径补偿则能自动处理两个相邻程序段之间连接(即尖角过渡)的各种情况,并直接求出刀具中心轨迹的转接交点,然后再对原来的刀具中心轨迹作伸长或缩短修正。
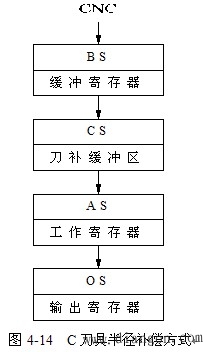
数控系统中C刀具半径补偿方式如图4-14所示,在数控系统内,设置有工作寄存器AS,存放正在加工的程序段信息;刀补寄存器CS存放下一个加工程序段信息;缓冲寄存器BS存放着再下一个加工程序段的信息;输出寄存器OS 存放运算结果,作为伺服系统的控制信号。因此,数控系统在工作时,总是同时存储有连续三个程序段的信息。
当CNC系统启动后,第一段程序首先被读入BS,在BS中算得的第一段编程轨迹被送到CS暂存,又将第二段程序读入BS,算出第二段的编程轨迹。接着,对第一、二段编程轨迹的连接方式进行判别,根据判别结果再对CS中的第一段编程轨迹作相应的修正,修正结束后,顺序地将修正后的第一段编程轨迹由CS送到AS,第二段编程轨迹由BS送入CS。随后,由CPU将AS中的内容送到OS进行插补运算,运算结果送往伺服机构以完成驱动动作。当修正了的第一段编程轨迹开始被执行后,利用插补间隙,CPU又命令第三段程序读入BS,随后又将BS、CS中的第三、第二段编程轨迹的连接方式,对CS中的第二段编程轨迹进行修正。如此往复,可见C刀补工作状态CNC装置内总是同时存有三个程序段的信息,以保证刀补的实现。
在具体实现时,为了便于交点的计算以及各种编程情况进行综合分析,从中找出规律。必须将C刀具半径补偿方法中所有的输入轨迹当作矢量进行分析。显然,直线段本身就是一个矢量,而圆弧则将圆弧的起点、终点、半径及起点到终点的弦长都作为矢量。刀具半径也作为矢量,在加工过程中,它始终垂直于编程轨迹,大小等于刀具半径,方向指向刀具圆心。在直线加工时,刀具半径矢量始终垂直于刀具的移动方向;圆弧加工时,刀具半径矢量始终垂直于编程圆弧的瞬时切点的切线,方向始终在改变。
4. 刀具长度补偿的计算
所谓刀具长度补偿,就是把工件轮廓按刀具长度在坐标轴(车床为X、Z轴)上的补偿分量平移。对于每一把刀具来说,其长度是一定的,它们在某种刀具夹座(刀柄)上的安装位置也是一定的。因此在加工前可预先分别测得装在刀架上的刀具长度在X和Z方向的分量,即?X刀偏和?Z刀偏。通过MDI将?X和?Z输入到CNC装置,从CNC装置的刀具补偿表中调出刀偏值进行计算。数控车床需对X轴、Z轴进行刀具长度补偿计算,数控铣床只需对Z轴进行刀具长度补偿计算。
四、实时处理前的其它预计算
实时处理(插补)前除进行译码、刀具补偿计算等数据预处理外,还有其它一些必要的预计算。如坐标系转换、不同程编方式的处理以及对一些辅助功能的处理等。