数控机床对位置检测装置的要求如下:
(1)工作可靠,抗干扰能力强;
(2)满足精度和速度的要求;
(3)易于安装,维护方便,适应机床工作环境;
(4)成本低。
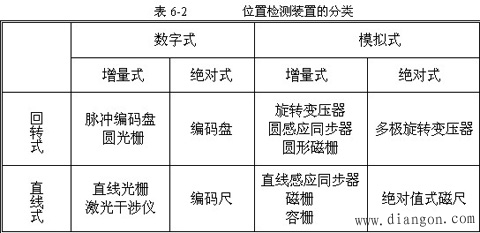
位置检测装置按工作条件和测量要求不同,有下面几种分类方法:
一、旋转变压器
旋转变压器是一种常用的转角检测元件,由于它结构简单,精度能满足一般的检测要求.因此被广泛应用于数控机床。
1. 转变压器的结构
旋转变压器是输出电压信号与转子转角成一定函数关系的控制微电机,它是一种角位移测量装置,由定子和转子组成。
旋转变压器的工作原理与普通变压器基本相似,其中定子绕组作为变压器的一次侧,接受励磁电压。转子绕组作为变压器的二次侧,通过电磁耦合得到感应电压,只是其输出电压大小与转子位置有关。
旋转变压器通过测量电动机或进给丝杠的转角来间接测量工作台的位移。通常应用的旋转变压器为二极旋转变压器,其定子和转子绕组中各有互相垂直的两个绕组。
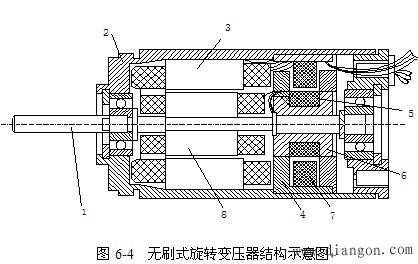
1—转子轴 2—壳体3—分解器定子 4—变压器定子 5—变压器一次线圈
6—变压器转子线轴 7—变压器二次线圈8—分解器转子
2.旋转变压器的工作原理
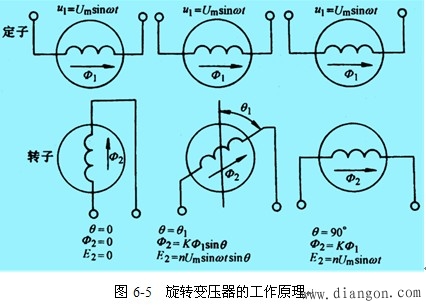
旋转变压器是根据互感原理工作的。它的结构保证了其定子和转子之间的磁通呈正(余)弦规律。定子绕组加上励磁电压,通过电磁耦合,转子绕组产生感应电动势。如图6-5所示,其所产生的感应电动势的大小取决于定子和转子两个绕组轴线在空间的相对位置。二者平行时,磁通几乎全部穿过转子绕组的横截面,转子绕组产生的感应电动势最大;二者垂直时,转子绕组产生的感应电动势为零。感应电动势随着转子偏转的角度呈正(余)弦变化:
(1) 鉴相式工作方式
在该工作方式下,旋转变压器定子的两相绕组(正弦绕组S余弦绕组C分别加上幅值相同,频率相同,而相位相差90°的正弦交流电压,见图6-6。即

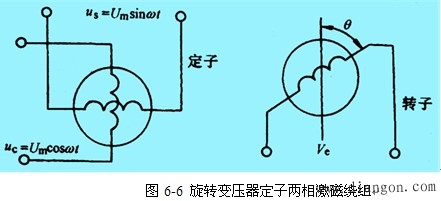
根据线性叠加原理,在转子上的工作绕组中的感应电压为

式中
ω——励磁角频率。
由上式可见,旋转变压器转子绕组中的感应电压E2与定子绕组中的励磁电压同频率,但是相 位不同,其相位严格随转子偏角 而变化。测量转子绕组输出电压的相位角 ,即可测得转子相对于定子的转角位置。
(2) 鉴幅式工作方式
在这种工作方式中,在旋转变压器定子的两相绕组分别加上频率相同,相位相同,而幅值分别按正弦、余弦变化的交流电压。即

式中
根据线性叠加原理,在转子上的工作绕组中的感应电压为:

式中
ω——励磁角频率
由上式可知,感应电压E2是以ω为角频率的交变信号,其幅值为Umsin( - )。若电气角 已知,那么只要测出E2的幅值,便可以间接地求出 的值,即可以测出被测角位移的大小。当感应电压的幅值为0时,说明电气角的大小就是被测角位移的大小。旋转变压器在鉴幅工作方式时,不断调整 ,让感应电压的幅值为0,用 代替对 的测量。
二、感应同步器
感应同步器和旋转变压器均为电磁式检测装置,属模拟式测量,二者工作原理相同,其输出电压随被测直线位移或角位移而改变。
感应同步器按其结构特点一般分为直线式和旋转式两种。
直线式感应同步器由定尺和滑尺组成,用于直线位移测量,旋转式感应同步器由转子和定子组成,用于角位移测量。
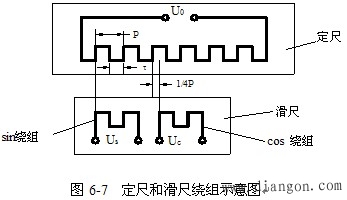
1. 直线式感应同步器结构
直线感应同步器由定尺和滑尺两部分组成。定尺与滑尺之间有均匀的气隙,在定尺表面制有连续平面绕组,绕组节距为P。滑尺表面制有两段分段绕组,正弦绕组和余弦绕组。它们相对于定尺绕组在空间错开1/4节距(1/4P),定子和滑尺的结构示意图如图6-7 所示。
定尺和滑尺的基板采用与机床床身材料热膨胀系数相近的钢板制成。经精密的照相腐蚀工艺制成印刷绕组。再在尺子的表面上涂一层保护层。滑尺的表面有时还贴上一层带绝缘的铝箔,以防静电感应。
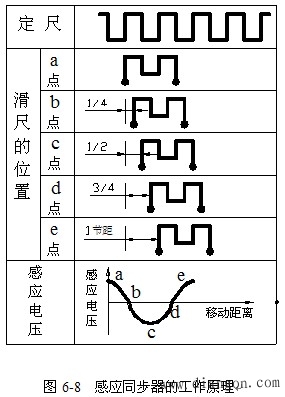
2.感应同步器的工作原理
感应同步器的工作原理与旋转变压器基本一致。使用时,在滑尺绕组通以一定频率的交流电压,由于电磁感应,在定尺的绕组中产生了感应电压,其幅值和相位决定于定尺和滑尺的相对位置。如图6-8所示为滑尺在不同的位置时定尺上的感应电压。当定尺与滑尺重合时,如图中的a点,此时的感应电压最大。当滑尺相对于定尺平行移动后,其感应电压逐渐变小。在错开1/4节距的b点,感应电压为零。依次类推,在1/2节距的c点,感应电压幅值与a点相同,极性相反;在3/4节距的d点又变为零。当移动到一个节距的e点时,电压幅值与a点相同。这样,滑尺在移动一个节距的过程中,感应电压变化了一个余弦波形。滑尺每移动一个节距,感应电压就变化一个周期。
按照供给滑尺两个正交绕组励磁信号的不同,感应同步器的测量方式分为鉴相式和鉴幅式两种工作方式。
(1)鉴相方式
在这种工作方式下,给滑尺的sin绕组和cos绕组分别通以幅值相等、频率相同、相位相差90°的交流电压:

励磁信号将在空间产生一个以ω为频率移动的行波。磁场切割定尺导片,并产生感应电压,该电势随着定尺与滑尺相对位置的不同而产生超前或滞后的相位差θ。根据线性叠加原理,在定尺上的工作绕组中的感应电压为:式中 ——定子正弦绕组轴线与转子工作绕组轴线之间的夹角;

式中 ω——励磁角频率。
n——电磁耦合系数。
θ——滑尺绕组相对于定尺绕组的空间相位角,

可见,在一个节距内θ与 是一一对应的,通过测量定尺感应电压的相位θ,可以测量定尺对滑尺的位移 。数控机床的闭环系统采用鉴相系统时,指令信号的相位角θ1由数控装置发出,由θ和θ1的差值控制数控机床的伺服驱动机构。当定尺和滑尺之间产生了相对运动,则定尺上的感应电压的相位发生了变化,其值为θ。当θ≠θ1时,使机床伺服系统带动机床工作台移动。当滑尺与定尺的相对位置达到指令要求值时,即θ=θ1,工作台停止移动。
(2)鉴幅方式
给滑尺的正弦绕组和余弦绕组分别通以频率相同、相位相同,幅值不同的交流电压:

若滑尺相对于定尺移动一个距离 ,其对应的相移为 ,
根据线性叠加原理,在定尺上工作绕组中的感应电压为:

由以上可知,若电气角
三、光栅
1.光栅的种类和结构
在高精度的数控机床上,目前大量使用光栅作为反馈检测元件。光栅与前面讲的旋转变压器、感应同步器不同,它不是依靠电磁学原理进行工作的,不需要激磁电压,而是利用光学原理进行工作,因而不需要复杂的电子系统。
光栅种类较多。根据光线在光栅中是透射还是反射分为透射光栅和反射光栅。前者是在透明的光学玻璃板上,刻制平行等距的密集线纹,利用光的透射现象形成光栅。后者一般用不透明的金属材料,如不锈钢板或铝板上刻制平行等距的密集线纹,利用光的全反射或漫反射形成光栅。透射光栅分辨率较反射光栅高,其检测精度可达1μm以上。从形状上看,光栅分为圆光栅和长光栅。前者用于角度测量,后者用于检测直线位移。两者工作原理基本相似。
2.光栅的结构和工作原理
光栅是由标尺光栅和光学读数头两部分组成。标尺光栅一般固定在机床的活动部件上,如工作台。光栅读数头装在机床固定部件上。指示光栅装在光栅读数头中。标尺光栅和指示光栅的平行度及二者之间的间隙(0.05~0.1mm)要严格保证。当光栅读数头相对于标尺光栅移动时,指示光栅便在标尺光栅上相对移动。
光栅读数头又叫光电转换器,它把光栅莫尔条纹变成电信号。如图6-9 所示为垂直入射读数头。读数头由光源、聚光镜、指示光栅、光敏元件和驱动电路等组成。
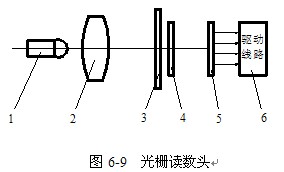
1—光源;2—透镜;3—标尺光栅;4—指示光栅;
5—光电元件;6—驱动线路
当指示光栅上的线纹和标尺光栅上的线纹呈一小角度θ放置时,造成两光栅尺上的线纹交叉。在 光源的照射下,交叉点附近的小区域内黑线重叠形成明暗相间的条纹,这种条纹称为“莫尔条纹”。“莫尔条纹”与光栅的线纹几乎成垂直方向排列(见图6-10)。
莫尔条纹的特点:
(1)当用平行光束照射光栅时,莫尔条纹由亮带到暗带,再由暗带到光带的透过光的强度近似于正(余)弦函数。
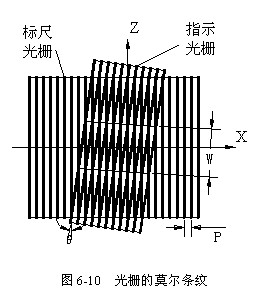
(2)起放大作用:用W表示莫尔条纹的宽度,P表示栅距,θ表示光栅线纹之间的夹角,则
由于θ很小,
(3)起平均误差作用。莫尔条纹是由若干光栅线纹干涉形成的,这样栅距之间的相邻误差被平均化了,消除了栅距不均匀造成的误差。
(4)莫尔条纹的移动与栅距之间的移动成比例。当干涉条纹移动一个栅距时,莫尔条纹也移动一个莫尔条纹宽度W,若光栅移动方向相反,则莫尔条纹移动的方向也相反。莫尔条纹的移动方向与光栅移动方向相垂直。这样测量光栅水平方向移动的微小距离就用检测垂直方向的宽大的莫尔条纹的变化代替。
3. 应用(光栅位移-数字转换系统)
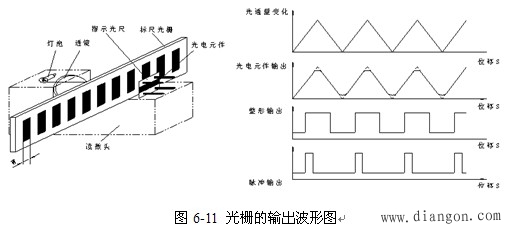
当光栅移动一个栅距,莫尔条纹便移动一个条纹宽度,理论上光栅亮度变化是一个三角波形,但由于漏光和不能达到最大亮度,被削顶削底后而近似一个正弦波。硅光电池将近似正弦波的光强信号变为同频率的电压信号,经光栅位移—数字变换电路放大、整形、微分输出脉冲。每产生一个脉冲,就代表移动了一个栅距那么大的位移,通过对脉冲计数便可得到工作台的移动距离。
四、脉冲编码器
脉冲编码器是一种旋转式脉冲发生器,能把机械转角变成电脉冲,是数控机床上使用很广泛的位置检测装置。编码盘直接装在旋转轴上,以测出轴的旋转角度、位置和速度的变化。
脉冲编码器的分类:
按脉冲编码器码盘的读取方式分:光电式、接触式、电磁式。其中,光电码盘在数控机床上应用较多。
按测量的坐标系分:增量式、绝对式。
(一)增量式脉冲编码器
增量式脉冲编码器的型号是用脉冲数/转(p/r)来区分,数控机床上常用的脉冲编码器每转的脉冲数有:2000p/r、2500p/r和3000p/r等。在高速、高精度的数字伺服系统中,应用高分辨率的脉冲编码器,如:20000p/r、25000p/r和30000p/r等。
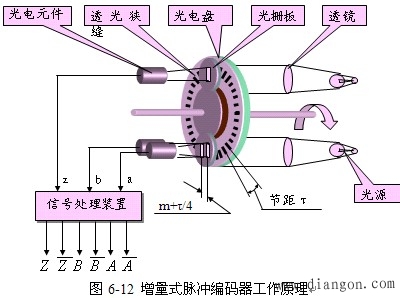
光电式脉冲编码器由光源、透镜、光电盘、圆盘(光栅板) 、光电元件和信号处理电路等组成(图6-12 )。光电盘用玻璃材料研磨抛光制成,玻璃表面在真空中镀上一层不透光的铬,再用照相腐蚀法在上面制成向心透光窄缝。透光窄缝在圆周上等分,其数量从几百条到几千条不等。圆盘(光栅板)也用玻璃材料研磨抛光制成,其透光窄缝为两条,每一条后面安装一只光电元件。
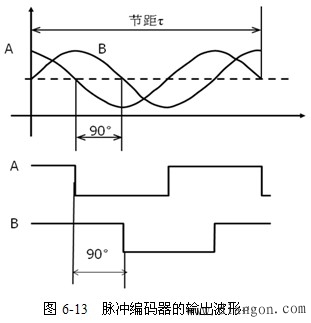
当圆光栅旋转时,光线透过两个光栅的线纹部分,形成明暗条纹。光电元件接受这些明暗相间的光信号,转换为交替变化的电信号,该信号为两组近似于正弦波的电流信号A和B(如图6-13),A和B信号的相位相差90°。经放大整形后变成方波形成两个光栅的信号。光电编码器还有一个“一转脉冲”,称为Z相脉冲,每转产生一个,用来产生机床的基准点。
脉冲编码器输出信号有A、 、B、 、Z、 等信号,这些信号作为位移测量脉冲以及经过频率/电压变换作为速度反馈信号,进行速度调节。
(二)绝对式编码器
绝对式编码器可直接把被测转角用数字代码表示出来,且每一个角度位置均有其对应的测量代码,它能表示绝对位置,没有累积误差,电源切除后,位置信息不丢失,仍能读出转动角度。
编码器是按一定的编码形式,如二进制编码等,将圆盘分成若干等分,利用电子、光电或电磁元件把代表被测位移的各等分上的数码转换成电信号输出用于检测。
图6-14是一个四位二进制编码盘,涂黑部分是导电的,其余部分是绝缘的。对应于各码道装有电刷。当码盘随工作轴一起转动时,就可得到二进制数输出,码盘的精度与码道多少有关,码道越多,码盘的容量越大。
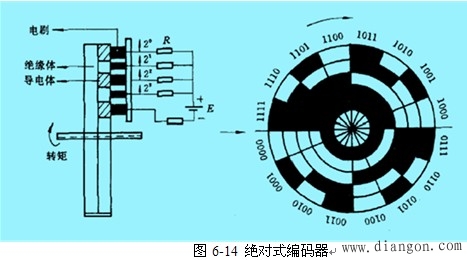
当检测对象带动码盘一起转动时,电刷和码盘的相对位置发生变化,与电刷串联的电阻将会出现有电流通过或没有电流通过两种情况。若回路中的电阻上有电流通过,为“1”;反之,电刷接触的是绝缘区,电阻上无电流通过,为“0”。如果码盘顺时针转动,就可依次得到按规定编码的数字信号输出,图示为4位二进制码盘,根据电刷位置得到由“1”和“0”组成的二进制码,输出为0000、0001、0010……1111。
码道的圈数就是二进制的位数,且高位在内,低位在外。其分辨角θ=360o/24=22.5o,若是n位二进制码盘,就有n圈码道,分辨角θ=360o/2n,码盘位数越大,所能分辨的角度越小,测量精度越高。