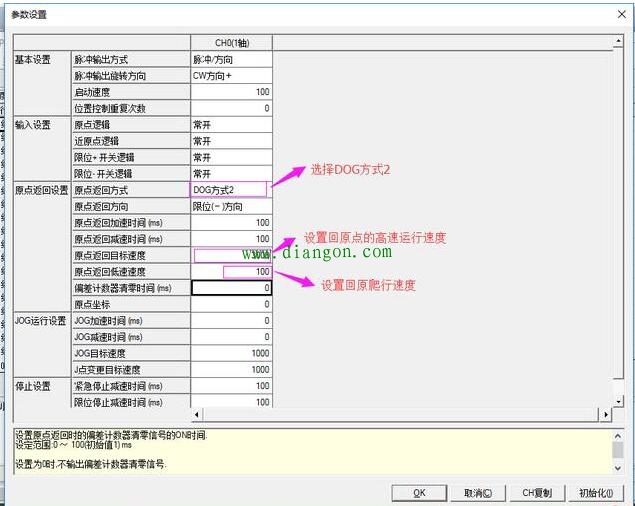
轴回原点设置参数表
按照上图设置好轴回原点信息后,我们就可以在程序中轻松进行轴回原点的操作了,如下图所示:
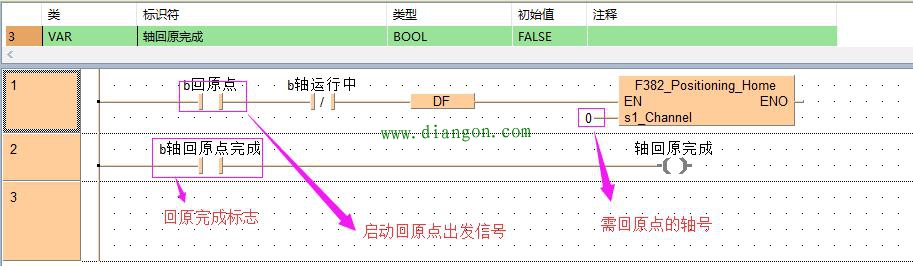
轴回原控制梯形图
介绍完回原点,那就介绍一下如何进行轴定位吧,在进行轴定位之前,我们需要对数据表进行以下设置,设置如下所示:

定位数据表设置
如上图设置好之后,我们就可以通过运行F380指令来进行定位控制了,如下图所示:
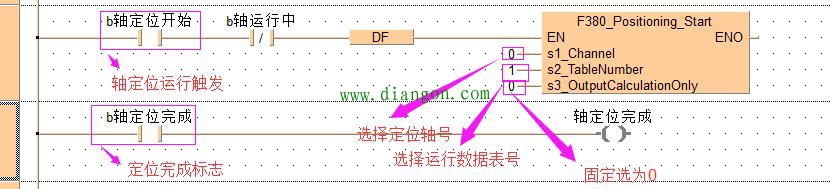
数据表定位程序
运行以上程序后,我们的控制器会向外部发送10000个脉冲,发送脉冲的频率为2000HZ。
我们如何进行点动的运行呢?运行过程中怎样改变轴的速度呢?这就需要我们用到F381以及F385指令了,如下图所示:
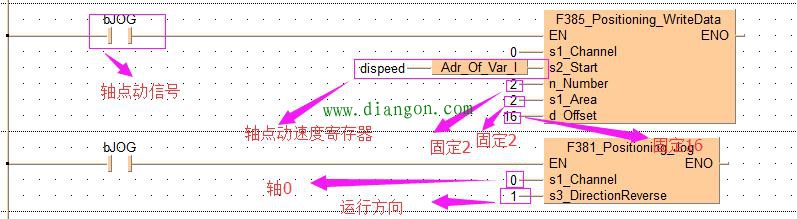
点动控制及速度改写指令
最后我们在介绍一下,轴信息读取指令,如下图所示:

轴信息读取指令