下图(a)是利用行程开关控制工作台自动往返的示意图。
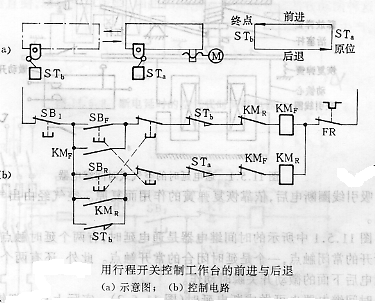
行程开关ST a和ST b分别控制工作台左右移动的行程。由安装在工作台侧面的撞块撞击行程开关ST a和ST b,使工作台作自动往返运动。其工作行程和位置由行程开关的位置来调整。为了实现上述要求,分别在前图所示的正反转辅助电路中串联行程开关ST a和ST b的动断触点。并在正反转起动按钮SBF和SBR的两端分别并联行程开关ST a和ST b的动合触点。ST a和ST b的动合触点和动断触点是机械联动的,具有联锁作用。其辅助电路如上图 ( b )所示(主电路与正反转电路相同)。
行程开关除用来控制电动机的正反转外,还可实现终端保护、自动循环、制动和变速等各项要求。
其工作原理
当按下正转起动按钮SBF,正转接触器KMF的线圈通电,电动机正转,假设工作台向左移动。当工作台移动到预定位置时,撞块压下行程开关ST b ,ST b的动断触点断开,切断正转接触器KMF的线圈电路,电动机停止正转。紧接着,ST b的动合触点和KMF的动断点闭合,接通反转接触器KMR的线圈电路,电动机便反转,使工作台向右移动。撞块离开后,行程开关ST b自动复位。当工作台移动到另一端的预定位置时,撞块压下行程开关ST a,ST a动断触点断开,切断反转接触器KMR的线圈电路,电动机停止反转,这样电动机就完成一次往返加工动作。
若将行程开关ST a的动合触点与正转起动按钮SBF并联,工作台向右移动,撞块压下行程开关ST a,电动机停止反转的同时,ST a的动合触点也闭合,电动机马上又正转,工作台又向右移动。如此周而复始,工作台便在预定的行程内自动往返,直到按下停止按钮SB1为止。也可以待车床加工完毕后,通过传感装置,给出停止加工的信号,使执行机构切断正反转控制电路,使电动机停车。