一般的批量生产的电路板与元器件的连接为专用焊接设备,如回流焊、波峰焊等,但也有少量的元器件必须用手工连接上,少量生产于返修等环节仍需手工环节,因此熟练掌握手工焊接技术意义十分重要。
在电子电路装配工艺中,焊接技术是一个重要环节。收音机元件的安装,主要利用锡焊,它不但能固定零件,而且能保证可靠的电流通路,焊接质量的好坏,将直接影响收音机质量。
1、焊接工具(焊接设备)
电烙铁是钎焊的主要焊接工具之一。分为内热式和外热式,另外还有温度可调式的。根据焊接对象、焊料、焊剂的不同可选择不同功率电烙铁焊接设备,用于电子焊接的电烙铁一般为20W---45W。
常用焊料为焊锡,一般为一种锡铅合金,具有很好的流动性和抗氧化能力。焊锡丝一般做成管状,一种是管内填有松香,焊接时可直接使用;一种是无松香,焊接时要添加助焊剂。出口的电子产品需用无铅焊料,多为Sn-Zn或Sn-Ag-Cu系。通常使用的有松香和松香酒精溶液,后者焊接效果好。
另一种焊剂是焊锡膏,是酸性焊剂,对金属有腐蚀作用,一般不采用。
2、焊接方法
一般采用直径1.2—1.5mm的焊锡丝,焊接时左手拿焊锡丝,右手拿电烙铁的焊接方法进行焊接。
在烙铁接触焊点的同时送上焊锡,焊锡的量要适量。太多易引起搭焊短路,太少元件又不牢固。烙铁头放在焊件上后即放入焊锡丝。焊接时焊锡在焊接面上扩散达到预期范围后立即拿开焊锡丝并移开电烙铁。
焊接操作时,烙铁温度过低,烙铁与焊接点接触时间太短,热量供应不足,焊点锡面不光滑,结晶粗脆,象豆腐渣一样,那就不牢固,形成虚焊和假焊。反之,若时间过长(一般不超过3秒),温度过高,焊锡易流散,使焊点锡量不足,也容易不牢,还可能出现烫坏电子元件及印刷电路板。
总之焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见。焊接时不可将烙铁头在焊点上来回移动或用力下压,要想焊得快焊得好,应加大烙铁和焊点的接触面。增大传热面积,焊接也快。焊接要注意不断总结,把握加热时间、送锡多少,不可在一个点加热较长时间,否则会使印刷电路的焊盘烫坏。
3、焊接缺陷
焊点焊好后,拿开烙铁,焊锡还不会立即凝固,应稍停片刻等焊锡凝固,焊锡凝固后,齐焊点处剪去多余的引脚,使每个焊点光滑圆整。如未凝固前移动焊接件,焊锡会凝成砂状,造成附着不牢固而引起假焊(常见焊接缺陷如图所示)。
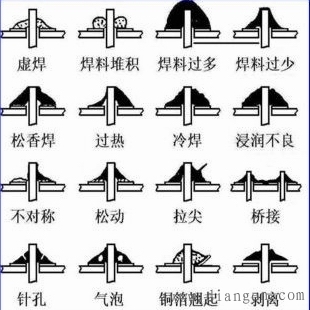
说明:图片为手工焊接缺陷