一个完整的加工程序由若干程序段组成,程序的开头是程序名,结束时写有程序结束指令。例如:
O0001;程序名
N10 G92 X0 Y0 Z200.0;
N20 G90 G00 X50.0 Y60.0 S300 M03;
N30 G01 X10.0 Y50 .0 F150 ;
……
N110 M30;程序结束指令
其中第一个程序段“O0001”是整个程序的程序号,也叫程序名,由地址码O和四位数字组成。每一个独立的程序都应有程序号,它可作为识别、调用该程序的标志。
不同的数控系统,程序号地址码可不相同。如FANUC系统用O,AB8400系统用P,而西门子系统用%。编程时应根据说明书的规定使用,否则系统将不接受。
每个程序段以程序段号“N××××”开头,用“;”表示程序段结束(有的系统用LF、CR等符号表示),每个程序段中有若干个指令字,每个指令字表示一种功能,所以也称功能字。功能字的开头是英文字母、其后是数字,如G90、G01、X100.0等。一个程序段表示一个完整的加工工步或加工动作。
一个程序的最大长度取决于数控系统中零件程序存储区的容量。现代数控系统的存储区容量已足够大,一般情况下已足够使用。一个程序段的字符数也有一定的限制,如某些数控系统规定—个程序段的字符数≤90个,一旦大于限定的字符数时,则把它分成两个或多个程序段。
2.程序段格式
程序段格式是指一个程序段中指令字的排列顺序和表达方式。在国际标准ISO6983-I-1982和我国的GB8870-88标准中都作了具体规定。目前数控系统广泛采用的是字地址程序段格式。
字地址程序段格式由一系列指令字或称功能字组成,程序段的长短、指令字的数量都是可变的,指令字的排列顺序没有严格要求。各指令字可根据需要选用,不需要的指令字以及与上一程序段相同的续效指令字可以不写。这种格式的优点是程序简短、直观、可读性强、易于检验、修改。字地址程序段的一般格式为:
N_ G_ X_ Y_ Z_ … F_ S_ T_ M_ ;
其中 N——程序段号字;
G——准备功能字;
X、Y、Z——坐标功能字;
F——进给功能字;
S——主轴转速功能字;
T——刀具功能字;
M——辅助功能字。
常用地址码及其含义见表1。
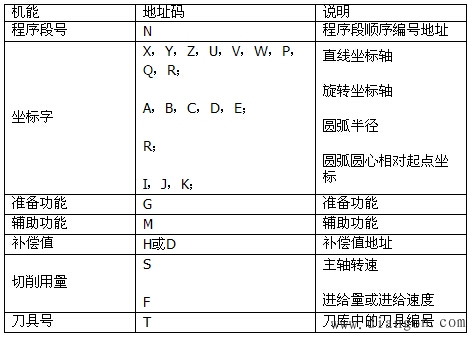
表1 常用地址码及其含义
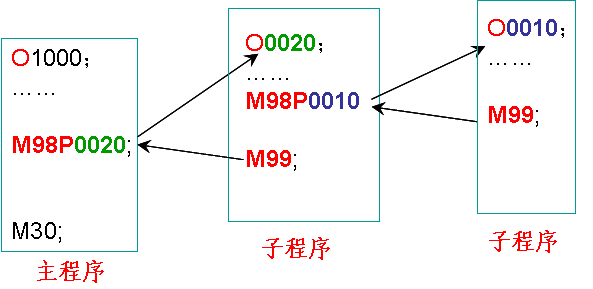
3.主程序和子程序
零件数控加工程序可由主程序和子程序组成。在一个加工程序中,如果有几个连续的程序段在多处重复出现,则可将这些重复使用的程序段按规定的格式独立编号成子程序,输入到数控系统的子程序存储区中,以备调用。程序中子程序以外的部分便称为主程序。在执行主程序的过程中,如果需要,可调用子程序,并可以多次重复调用。有些数控系统,子程序执行过程中还可以调用其它的子程序,即子程序嵌套,嵌套的层数依据不同的数控系统而定。通过采用子程序,可以加快程序编制,简化和缩短数控程序,便于程序更改和调试。