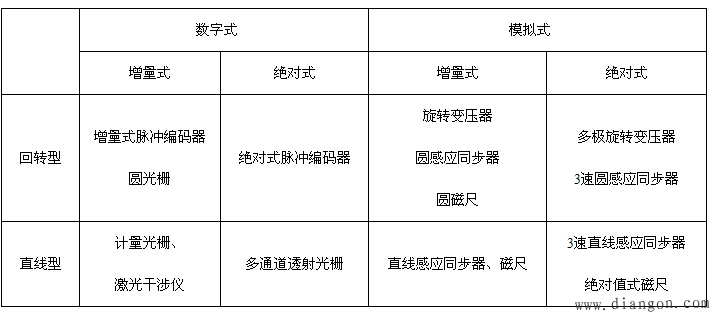
表1 位置检测装置分类
1.增量式与绝对式
1)增量式检测方式
增量式检测方式单纯测量位移增量,移动一个测量单位就发出一个测量信号。其优点是检测装置比较简单,任何一个对中点均可作为测量起点;缺点是对测量信号计数后才能读出移距,一旦计数有误,此后的测量结果将全错;同时发生故障时(如断电、断刀等)不能再找到事故前的正确位置,事故排除后,这时必须将工作台移至起点重新计数才能找到事故前的正确位置。
2)绝对式测量方式
绝对式测量方式中,被测量的任一点的位置都以一个固定的零点作基准,每一被测点都有一个相应的测量值。这样就避免了增量式检测方式的缺陷,但其结构较为复杂。
2.数字式与模拟式
1)数字式测量方式
数字式检测是将被测量单位量化以后以数字形式表示,测量信号一般为电脉冲,可以直接把它送到数控装置进行比较、处理。数字式检测装置的特点是:
(1)被测量量化后转换成脉冲个数,便于显示和处理;
(2)测量精度取决于测量单位,与量程基本无关;
(3)检测装置比较简单,脉冲信号抗干扰能力强。
2)模拟式测量方式
模拟式检测是将被测量用连续的变量来表示,如用相位变化、电压变化来表示。主要用于小量程测量。它的主要特点是:
(1)直接对被测量进行检测,无需量化;
(2)在小量程内可以实现高精度测量;
(3)可用于直接检测和间接检测。
3.直接测量与间接测量
1)直接测量
对机床的直线位移采用直线型检测装置测量,称为直接检测。其测量精度主要取决于测量元件的精度,不受机床传动精度的影响。但检测装置要与行程等长,这对大型数控机床来说,是一个很大的限制。
2)间接测量
对机床的直线位移采用回转型检测元件测量,称为间接测量。间接检测使用可靠方便,无长度限制,缺点是在检测信号中加入了直线转变为旋转运动的传动链误差,从而影响检测精度。因此为了提高定位精度,常常需要对机床的传动误差进行补偿。
导读:目前正在解读《数控机床位置检测装置分类》的相关信息,《数控机床位置检测装置分类》是由用户自行发布的知识型内容!下面请观看由(电工学习网 - www.9pbb.com)用户发布《数控机床位置检测装置分类》的详细说明。
数控机床检测装置的种类很多。若按被测量的几何量分,有回转型(测角位移)和直线型(测线位移);若按检测信号的类型分,有数字式和模拟式;若按检测量的基准分,有增量式和绝对式。如表1所示。对于不同类型的数控机床,因工作条件和检测要求不同,可采用不同的检测方式。
提醒:《数控机床位置检测装置分类》最后刷新时间 2023-07-10 03:53:02,本站为公益型个人网站,仅供个人学习和记录信息,不进行任何商业性质的盈利。如果内容、图片资源失效或内容涉及侵权,请反馈至,我们会及时处理。本站只保证内容的可读性,无法保证真实性,《数控机床位置检测装置分类》该内容的真实性请自行鉴别。