1.电火花线切割机由主机、脉冲电源、控制系统和工作液系统等部分组成。主机包括床身、坐标工作台、运动机构、丝架等。床身是支承坐标工作台、运动机构及丝架和基体,应具有足够的刚度和强度,一般采用箱式结构。
电火花线切割机床最终是通过坐标工作台与电极丝的相对运动来完成对零件加工的。为保证机床精度,对导轨的精度、刚度和耐磨性有较高的要求。一般都采用“十”字滑板、流动导轨和丝杆传动副将电动机的旋转运动变为工作台的直线运动,通过两个坐标方向各自的进给移动,可合成获得各种平面图形曲线轨迹。为保证工作台的定位精度和灵敏度,传动丝杆和螺母之间必须消除间隙。
2.走丝系统使电极丝以一定的速度运动并保持一定的张力。在高速走丝机床上,一定长度的电极丝平整地绕在贮丝筒上(参考上图),丝张力与排绕时的拉紧力有关(为提高加工精度,近年来研制出恒张力装置),贮丝筒子通过联轴节与驱动电动机相连。为了重复使用该段电极丝,电动机由专门的换向装置控制作正反交替运转。
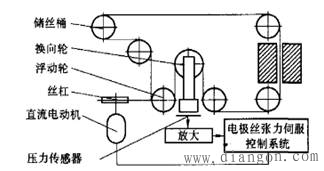
图1 恒张力走丝系统原理图
低速走丝系统如图2所示。自未使用的金属丝筒2(绕有1~3kg金属丝)、靠卷丝轮1使金属丝以较低的速度(通常0.2m/s以下)移动。为了提供一定的张力(2~25N),在走丝路径中装有一个机械式或电磁式张力机构4和5。为实现断丝时能自动停车并报警,走丝系统中通常还装有断丝检测微动开关。用过的电极丝集中到卷丝筒上或送到专门的收集器中。
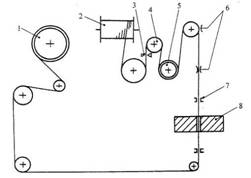
图2 低速走丝系统示意图
1-废丝卷轮 2-未使用的金属丝 3-拉丝模 4-张力电动机
5-电极丝张力调节轴 6-退火装置 7-导向器 8-工件
3.为了切割有落料角的冲模和某些有锥度(斜度)的内外表面,有些线切割机床具有锥度切割功能。实现锥度切割的方法有多种,其中偏移式丝架主要用在高速走丝线切割机床上,其工作原理如图3所示。图3a为上(或下)丝臂平动法,上(或下)丝臂沿x、y方向平移,此法锥度不宜过大,否则钼丝易拉断,导轮易磨损,工件上有一定的加工圆角。图3b为上、下丝臂同时绕一定中心移动的方法,如果模具刃口放在中心“O”处,则加工圆角近似为电极丝半径。此法加工锥度也不宜过大。图3c为上、下丝臂分别沿导轮子径向平动和轴向摆动的方法,此法加工锥度不影响导轮磨损。最大切割锥度通常可达50以上。
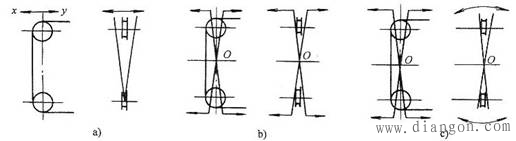
图3 偏移式丝架实现锥度加工的方法
低速走丝切割机床上广泛采用的是双坐标联动装置,如图4所示。它主要依靠上导向器作纵横两轴(称u,v轴)驱动,与工作台的x,y轴在一起构成NC四轴同时控制。这种方式的自由度很大,依靠功能丰富的软件,可以实现上下异形截面形状的加工。
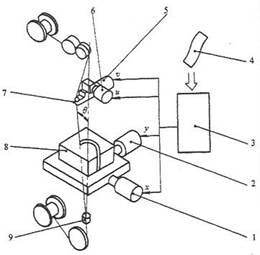
图4 四轴联动锥度切割装置
1-x轴驱动电动机 2-y轴驱动电动机 3-控制装置 4-数控纸带
5-v轴驱动电动机 6-u轴驱动电动机 7-上导向器 8-工件 9-下导向器