数控系统出厂时,参数是以缺省值状态交给用户(也可以通过相关的操作将系统参数恢复到缺省值状态)。实际机床调试中,需要根据数控机床的配置、功能要求进行设置和调试参数,进一步来说,我们只是调整了系统的部分常用参数。数控系统参数没定以后,机床数据暂存在系统的RAM存储器中,断电保存时间为50h,在设置参数完成后,应按[数据存储]软键,将机床数据保存至系统的ROM中。以便数控系统以后可以按存储数据方式启动,快速恢复机床参数设置。
plc参数
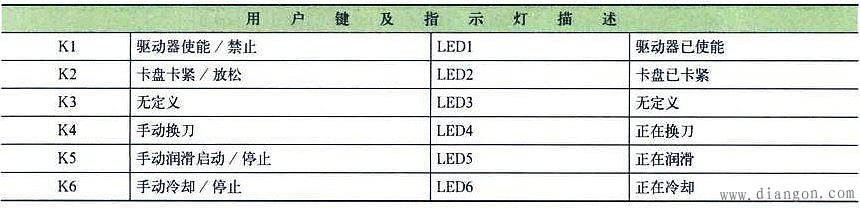
(1)用户键定义。K1~K12为用户键,需在PLC程序定义后方能使用,在802C系统附带的PLC程序里面,K1、K2、K3、K4、K5、K6已经被定义好。每个用户键的左上方有一个指示灯,指示灯也被定义成系统的状态,具体如表1所示。
表1用户键及指示灯定义表
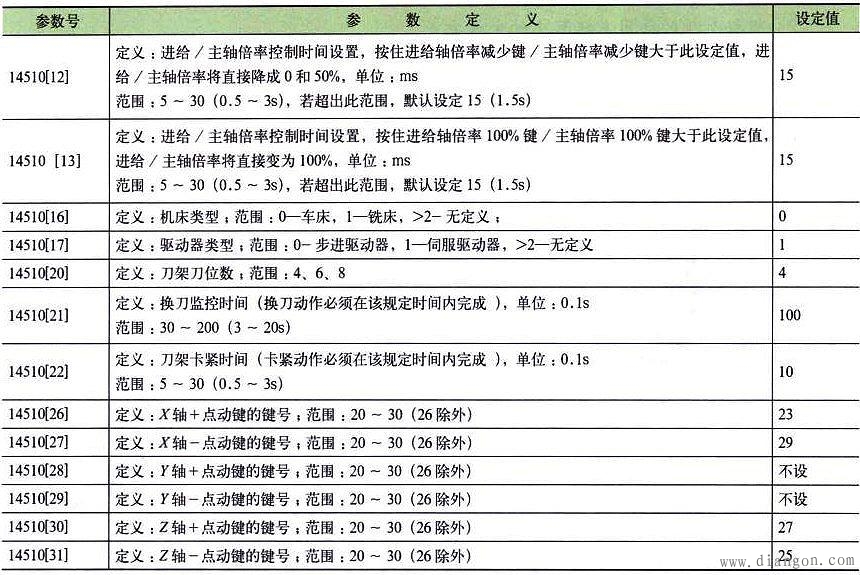
(2)参数14510的定义如表2所示。
表214510参数表
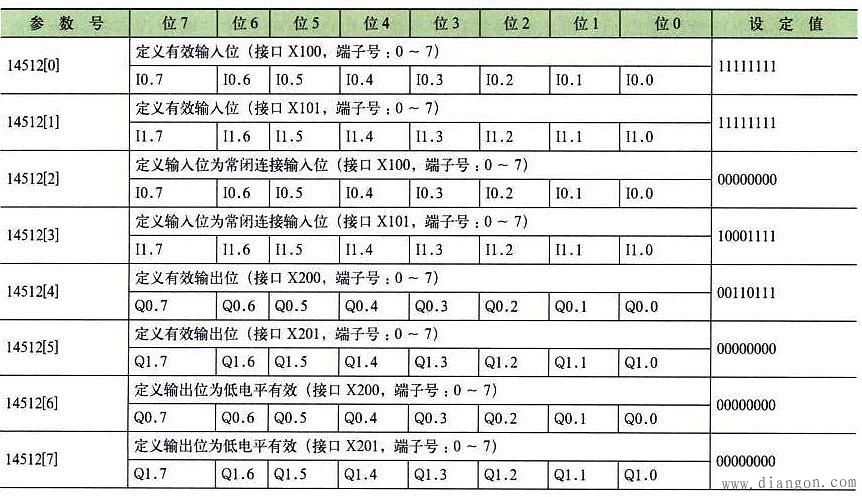
(3)参数14512的定义如表3所示。
表3 14512参数表

MDl4512[11]参数说明:
Bit O=1——子程序 C00LING 运行有效;
Bit 1=1——子程序 LUBRICAT 运行有效;
Bit 2=1——子程序 LOCK_UNL 运行有效;
Bit 3=1——子程序 SPINDLE 运行有效;
Bit 6=1——子程序 GEAR_CHG 运行有效;
Bit 7=1——子程序 TURRET1 运行有效。
MD14512[12]参数说明:
Bit O=0——由用户键和LED来控制进给和主轴倍率;
Bit O=1——由倍率开关来控制进给和主轴倍率;
Bit 2=0——开机进结倍率为100%;
Bit 2=1——开机进给倍率为上次关机时的倍率值;
Bit 3=0——开机主轴倍率为100%;
Bit 3=1——开机主轴倍率为上次关机时的倍串值;
Bit4/Bit 5 定义进给倍率转换速度如表4所示。
表4 定义进给倍率转换速度
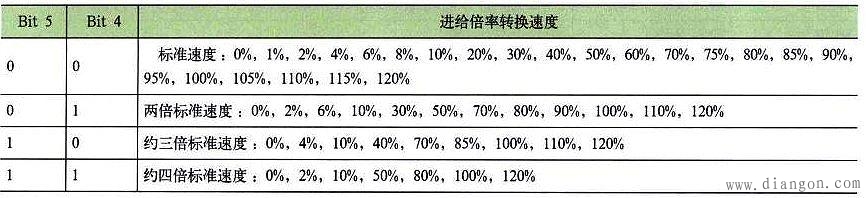
Bit6/Bit 7 定义进给倍率转换速度如表5所示。
表5 定义进给倍率转换速度

MDl4512[16]:
Bit 0=0——PCL正常运行(默认设定);
Bit 0=1——调试方式。PLC不检测馈入模块的就绪信号;
Bit 1=0——无主轴命令且主轴已停,停止后按主轴停止键取消主轴使能(默认设定);
Bit 1=1——无主轴命令,主轴停止后自动取消主轴使能;
Bit 2=0——带有±10V给定的模拟主轴(默认设定);
Bit 2=1——带有0~10v给定的模拟主轴;
Bit 3=0——MCP上无主轴倍串开关(默认设定);
Bit 3=1——MCP上有主轴倍S率开关;
Bit6/5/4=0——旋转监控无效(默认设定);
Bit6/5/4=1——旋转监控生效。
进给轴多数设置
802C数控系统可控制3个进给轴和一个主轴,在参数设置里,分为X、Y、Z和SP;若为车床,只需设置X、Z和SP等参数(用的是车床配置文件,Y轴数据被屏蔽);若为铣床,须下载铣床配置文件,且X、Y、Z和SP参数均需设置。
(1)进给轴参数设置如表6所示。
表46 进给轴参数表

(2)传动系统机械参数如表7所示。
表7传动系统机械参数表

(3)进给速度设置如表小8所示。
表8进给速度参数表
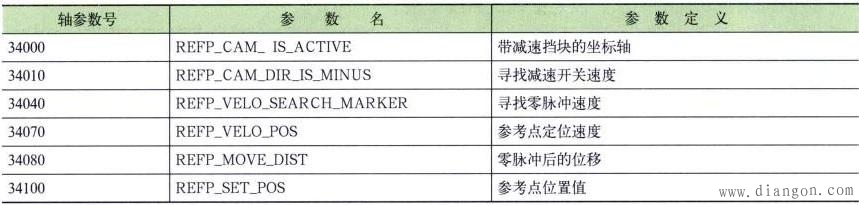
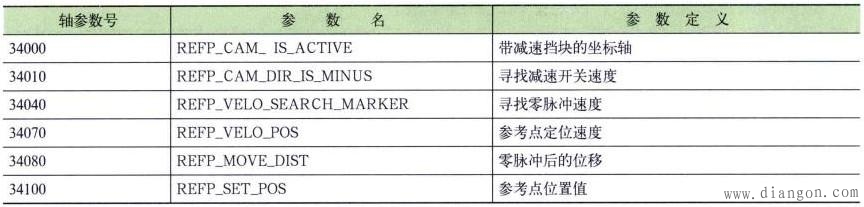
(4)参考点参数设置加表9所示。
表9参考点参数表
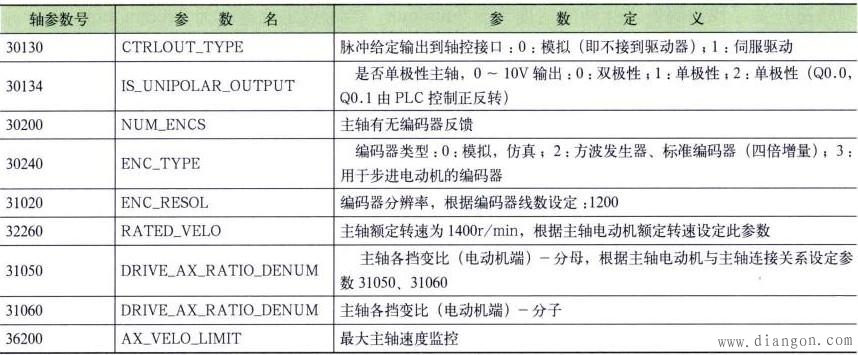
主勒参数设置
主轴参数设置如表10所示。
表10主轴参数表