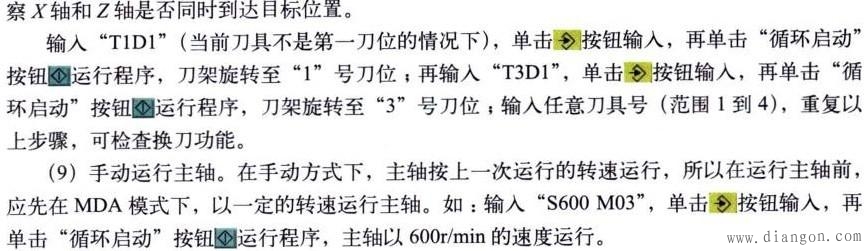
在完成数控机床的机电联调之后,需要对机床进行功能测试。它包括:手动操作功能测试、换刀功能测试、回参考点功能测试等。如图所示:
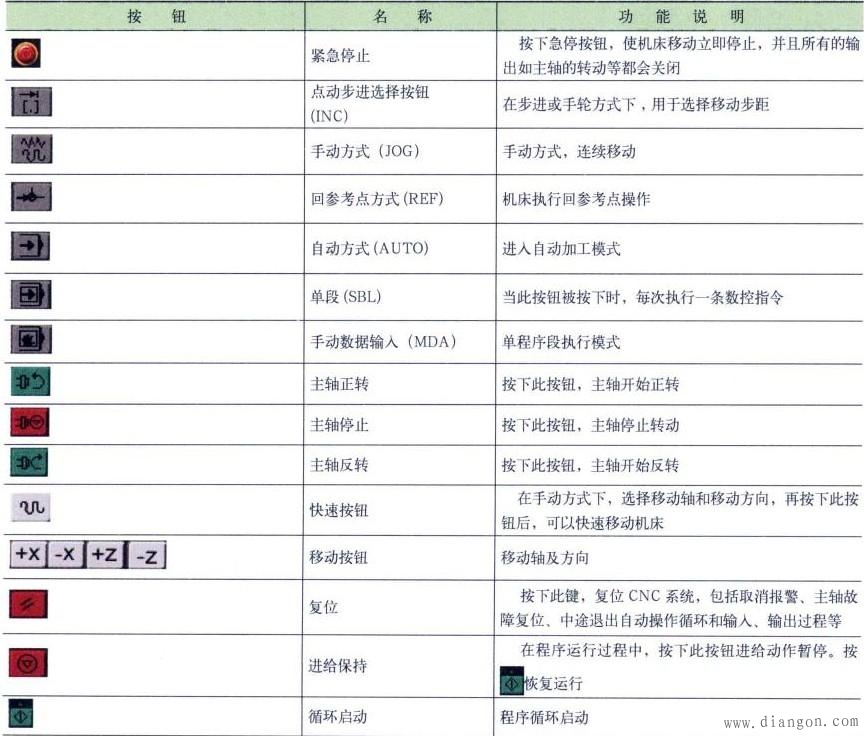
测试项目
(1)机床通电,检查急停按钮是否松开,若未松开,旋转急停按钮 将其松开。单击操作面板上的“复位”按钮
将其松开。单击操作面板上的“复位”按钮 使得屏幕右上角的
使得屏幕右上角的 标志消失,按K1
标志消失,按K1 键伺服系统上电,此时机床完成操作前的准备工作。
键伺服系统上电,此时机床完成操作前的准备工作。
(2)手动操作功能测试。单击操作面板上的手动按钮 ,单击
,单击 按钮,机床向X轴正向移动,单击
按钮,机床向X轴正向移动,单击 按钮,机床向X轴负向移动,同理,单击
按钮,机床向X轴负向移动,同理,单击 ,
, 按钮,机床在Z轴方向移动,可以根据加工零件的需要,单击适当的按钮,移动机床。
按钮,机床在Z轴方向移动,可以根据加工零件的需要,单击适当的按钮,移动机床。
-
注意:观察移动部件的位置,避免囚限位开关损坏.而使其超出行程.发生殖检或滑块脱落!
在X轴或Z轴移动过程中,调节进给倍率开关,观察各进给轴速度的变化是否符合倍率关系。单击操作面板上的 或
或 按钮,使主轴转动,单击
按钮,使主轴转动,单击 按钮,使主轴停止转动。在主轴转动过程中,调节主轴倍率开关,观察主轴转速的变化是否符合倍率关系。
按钮,使主轴停止转动。在主轴转动过程中,调节主轴倍率开关,观察主轴转速的变化是否符合倍率关系。
(3)换刀功能测试。在手动方式下,按“刀架旋转”键K4,刀架正转换到下一个刀位,刀架到位后反转卡紧,再次按“刀架旋转”键,换到下一个刀位。任意时刻按复位键,停止动作。
(4)冷却功能测试。在手动方式下,按“冷却”键K6,冷却电动机开始运行,再按一下“冷却键”冷却电动机停止运行。
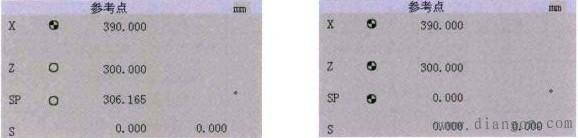
(5)回参考点功能测试。回参考点前,在手动方式下,将X轴和Z轴的位置移动到负限位和参考点开关之间。单击“回参考点”按钮 ,此时机床进入回参考点模式,显示屏的状态栏上将显示“REF”; X轴返参:按住操作面板上的
,此时机床进入回参考点模式,显示屏的状态栏上将显示“REF”; X轴返参:按住操作面板上的 按钮,X轴向正方向运行寻找参考点,当到达参考点开关时,X轴减速返参,显示屏上的X轴返参灯亮。Z轴返参:X轴返参完成后,按住操作面板上的
按钮,X轴向正方向运行寻找参考点,当到达参考点开关时,X轴减速返参,显示屏上的X轴返参灯亮。Z轴返参:X轴返参完成后,按住操作面板上的 按钮,Z轴向正方向运行寻找参考点,当到达参考点开关时,Z轴减速返参,显示屏上的Z轴返参灯亮;单击操作面板上的“主轴正转”按钮
按钮,Z轴向正方向运行寻找参考点,当到达参考点开关时,Z轴减速返参,显示屏上的Z轴返参灯亮;单击操作面板上的“主轴正转”按钮 或“主轴反转”按钮
或“主轴反转”按钮 ,使主轴返参;此时界面如图所示:
,使主轴返参;此时界面如图所示:

(7)超程释放功能测试。机床到达极限位置时,会出现相应的限位报警。同时断开强电线路。要想退出限位,取消限位报警,需按操作面板上的[复位]软键,在手动方式或手轮方式下,刚目反的方向移动该轴,退出限位、再按一次[复位]软键,限位报警取消。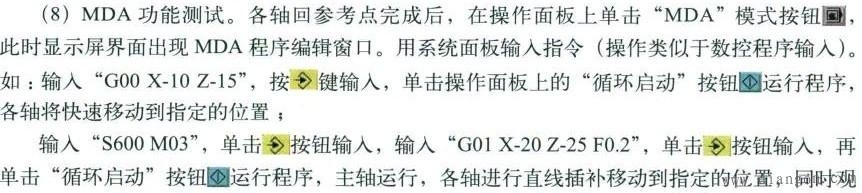
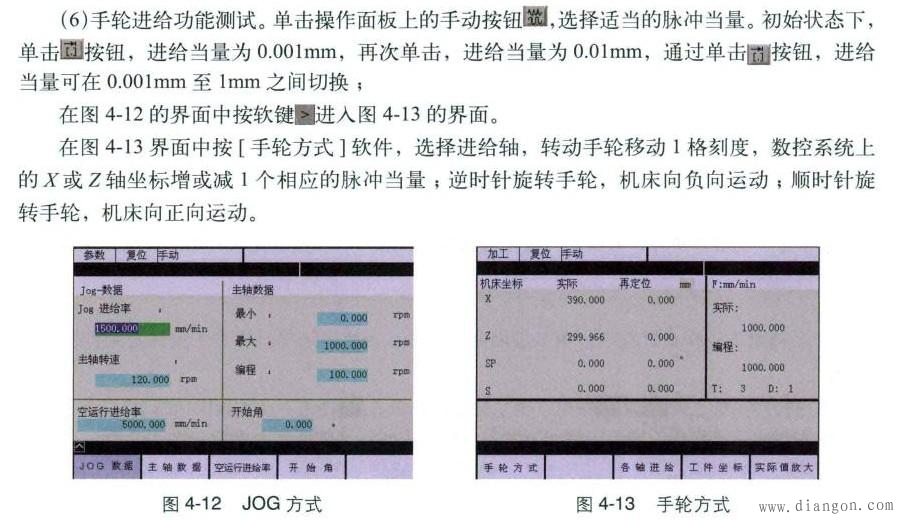
按主轴正转键,主轴以上一次的速度(600r/min地)正转,调节主轴倍率开关,观察主轴转速的变化,在100%挡时,编码器反馈的系统转速应与指令转速一致,单击“主轴停止”按钮,主轴停止;再单击“主轴反转”按钮,主轴反转运行。