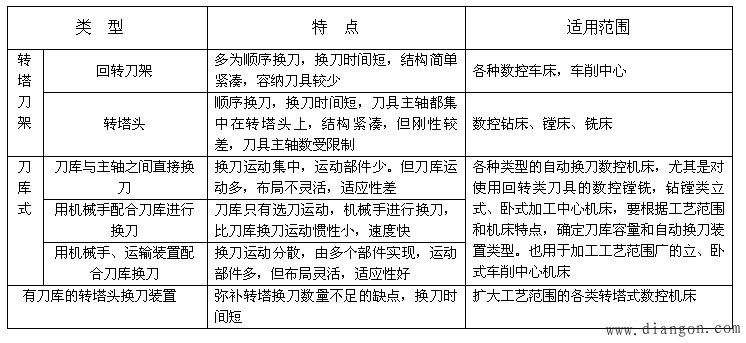
表1 自动换刀装置的主要类型、特点及适用范围
1.自动回转刀架
自动回转刀架是数控车床上使用的一种简单的自动换刀装置,有四方刀架和六角刀架等多种形式,回转刀架上分别安装有四把、六把或更多的刀具,并按数控指令进行换刀。回转刀架又有立式和卧式两种,立式回转刀架的回转轴与机床主轴成垂直布置,结构比较简单,经济型数控车床多采用这种刀架。
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时切削抗力和减少刀架在切削力作用下的变形,提高加工精度。回转刀架还要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位之后具有较高的重复定位精度(一般为0.001~0.005mm)。图1所示为螺旋升降式四方刀架,它的换刀过程如下:
(1)刀架抬起 当数控装置发出换刀指令后,电机22正转,并经联轴套16、轴17,由滑键(或花键)带动蜗杆18、蜗轮2、轴1、轴套10转动。轴套10的外圆上有两处凸起,可在套筒9内孔中的螺旋槽内滑动,从而举起与套筒9相连的刀架8及上端齿盘6,使6与下端齿盘5分开,完成刀架抬起动作。
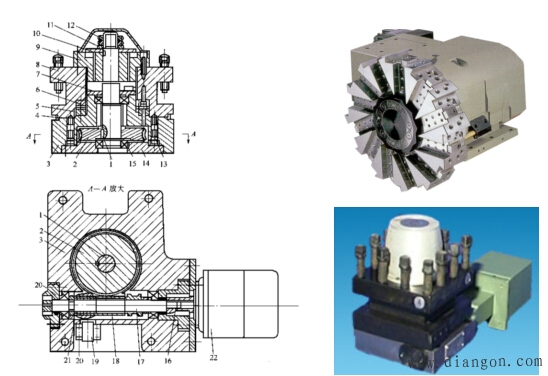
图1 立式四方刀架结构
1,17—轴;2—蜗轮;3—刀座;4—密封圈;5,6—齿盘;7—压盖;8—刀架;9,20—套简;10—轴套;11—垫圈;12—螺母;13—销;14—底盘;15—轴承;16—联轴套;18—蜗杆;19—微动开关;21—压缩弹簧;22—电机
(2)刀架转位 刀架抬起后,轴套10仍在继续转动,同时带动刀架8转过90°,180°,270°或360°,并由微动开关19发出信号给数控装置。具体转过的度数由数控装置的控制信号确定,刀架上的刀具位置一般采用编码盘来确定。
(3)刀架压紧 刀架转位后,由微动开关发出的信号使电机22反转,销11使刀架8定位而不随轴套10回转,于是刀架8向下移动。上下端齿盘5、6合拢压紧。蜗杆18继续转动则产生轴向位移,压缩弹簧21,套筒20的外圆曲面,微动开关19使电机22停止旋转,从而完成一次转位。
2.转塔头式换刀装置
带有旋转刀具的数控机床常采用转塔头式换刀装置,如数控钻镗床的多轴转塔头等。转塔头上装有几个主轴,每个主轴上均装一把刀具,加工过程中转塔头可自动转位实现自动换刀。主轴转塔头就相当于一个转塔刀库,其优点是结构简单,换刀时间短,仅为2秒左右。由于受空间位置的限制,主轴数目不能太多,主轴部件结构不能设计得十分坚实,影响了主轴系统的刚度,通常只适用于工序较少、精度要求不太高的机床,如数控钻床、数控铣床等。近年来出现了一种用机械手和转塔头配合刀库进行换刀的自动换刀装置,如图2所示。它实际上是转塔头换刀装置和刀库式换刀装置的结合。其工作原理如下:
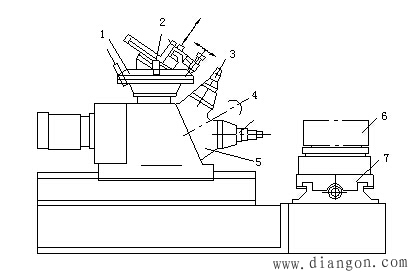
图2 机械手和转塔头配合刀库换刀的自动换刀装置
1—刀库;2—机械手;3,4—刀具主轴;5—转塔头;6—工件;7—工作台
转塔头5上有两个刀具主轴3和4,当用刀具主轴4上的刀具进行加工时,可由机械手2将下一步需用的刀具换至不工作的刀具主轴3上,待本工序完成后,转塔头回转180°,完成换刀。因其换刀时间大部分和加工时间重合,真正换刀时间只需转塔头转位的时间。这种换刀方式主要用于数控钻床和数控铣镗床。
3.带刀库的自动换刀系统
由于回转刀架、转塔头式换刀装置容纳的刀具数量不能太多,不能满足复杂零件的加工需要,因此,自动换刀数控机床多采用带刀库的自动换刀装置。带刀库的自动换刀装置由刀库和换刀机构组成,换刀过程较为复杂。首先要把加工过程中使用的全部刀具分别安装在标准刀柄上,在机外进行尺寸预调整后,按一定的方式放入刀库。换刀时,先在刀库中选刀,再由换刀装置从刀库或主轴上取出刀具,进行交换,将新刀装入主轴,旧刀放回刀库。刀库具有较大的容量,既可安装在主轴箱的侧面或上方。由于带刀库的自动换刀装置的数控机床的主轴箱内只有一根主轴,主轴部件的刚度要高,以满足精密加工要求。
另外,刀库内刀具数量较大,因而能够进行复杂零件的多工序加工,大大提高了机床的适应性和加工效率。带刀库的自动换刀系统适用于数控钻削中心和加工中心。