由于主轴是机床的一个关键部件,主轴部件质量的好坏直接影响加工质量。因此,机床对其主轴部件的主要要求有:
① 主轴的精度要高。精度包括运动精度(回转精度、轴向窜动)和安装刀具或夹持工件的夹
具的定位精度(轴向、径向)。
② 部件的结构刚度和抗振性。
③ 运转温升不能太高以及较好的热稳定性。
④ 部件的耐磨性和精度保持能力。
对数控机床除上述要求外,在机械结构方面还应有:
① 刀具的自动夹紧装置。
② 主轴的准停装置。
③ 主轴孔的清理装置等。
1.主轴部件的结构
端部用于安装刀具或夹持工件的夹具,因此,要保证刀具或夹具定位准确,装夹可靠、牢固,而且装卸方便。目前,主轴的端部形状已标准化。
图1 主轴端部的结构形式
主轴上的切削力是通过支承而传递给机床基础件的,主轴部件支承的作用是在刀具或工件作回转运动时承受切削力(轴向、径向)、同时保证主轴运动精度,所以为了保证加工精度,必须保证其旋转精度和相应的承载能力,即有足够的轴向和径向刚度。图2所示为主轴常用的几种滚动轴承。
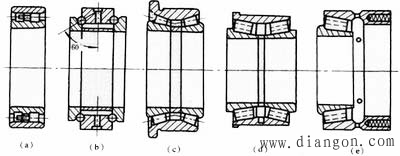
图2 主轴部件的支承形式
图(a)为锥孔双列圆柱滚子轴承,内圈为1∶12的锥孔,当内圈沿锥形轴颈轴向移动时,内圈胀大以调整滚道的间隙。滚子数目多,两列滚子交错排列,因而承载能力大、刚性好、允许转速高。它的内、外圈均较薄,因此,要求主轴颈与箱体孔均有较高的制造精度,以免轴颈与箱体孔的形状误差使轴承滚道发生畸变而影响主轴的旋转精度。该轴承只能承受径向载荷。
图(b)是双列推力向心球轴承,接触角为60°,球径小、数目多,能承受双向轴向载荷。磨薄中间隔套,可以调整间隙或预紧,轴向刚度较高,允许转速高。该轴承一般与双列圆柱滚子轴承配套用作主轴的前支承,并将其外圈外径做成负公差,保证只承受轴向载荷。
图(c)是双列圆锥滚子轴承,它有一个公用外圈和两个内圈,由外圈的凸肩在箱体上进行轴向定位,箱体孔可以镗成通孔。磨薄中间隔套可以调整间隙或预紧,两列滚子的数目相差一个,能使振动频率不一致,明显改善了轴承的动态特性。这种轴承能同时承受径向和轴向载荷,通常用作主轴的前支承。
图(d)为带凸肩的双圆柱滚子轴承,结构上与图(c)相似,可用作主轴前支承。滚子做成空心的,保持架为整体结构,充满滚子之间的间隙,润滑油由空心滚子端面流向挡边摩擦处,可有效地进行润滑和冷却。空心滚子承受冲击载荷时可产生微小变形,能增大接触面积并有吸振和缓冲作用。
图(e)为带预紧弹簧的单列圆锥滚子轴承,弹簧数目为16-20根,均匀增减弹簧可以改变预加载荷的大小。
合理配置轴承,对提高主轴部件的精度和刚度,降低支承温升以及简化支承结构有很大的作用。因此,对主轴支承的基本要求是:①前后支承都应有承受径向载荷的轴承;②要有承受双向轴向载荷的推力轴承。 常见的配置方案如图5-8所示:
 图(a) 后端轴向定位:推力轴承在后支承两侧,细长主轴受向后的轴向力可能失稳,热变形向前伸长将影响加工精度。这种配置前支承结构简单,有利于减小主轴前端结构旋伸。该配置结构主要用于普通精度的机床。
图(a) 后端轴向定位:推力轴承在后支承两侧,细长主轴受向后的轴向力可能失稳,热变形向前伸长将影响加工精度。这种配置前支承结构简单,有利于减小主轴前端结构旋伸。该配置结构主要用于普通精度的机床。 图(b) 主轴两端轴向定位:推力轴承分别装在前、后支承的外侧,轴承的轴向可以在后端进行调整,但是主轴热伸长后,会改变支承的轴向或径向间隙影响加工精度。 这种配置方案一般用于短或能自动预紧的主轴部件。
图(c)、(d)方案均为前端轴向定位:推力轴承在前支承,轴向刚度高,热伸长向后不影响加工精度,其缺点是前支承的结构较复杂。(c)的推力轴承装在前支承的两侧会使主轴的悬伸长度增加,影响主轴的刚度;(d)的推力轴承装在支承的内侧,这种配置,主轴的悬伸长度小,但是前支承较复杂,一般高速精密机床的主轴部件都采用这种配置。
所谓轴承预紧,就是使轴承滚道预先承受一定的载荷,不仅能消除间隙而且还使滚动体与滚道之间发生一定的变形,从而使接触面积增大,轴承受力时变形减小,抵抗变形的能力增大。因此,对主轴滚动轴承进行预紧并合理选择预紧量,可以提高主轴部件的旋转精度、刚度和抗震性,机床主轴部件在装配时要对轴承进行预紧,使用一段时间以后,间隙或过盈有了变化,还得重新调整,所以要求预紧结构便于进行调整。滚动轴承间隙的调整或预紧,通常是使轴承内、外圈相对轴向移动来实现的。常用的方法有以下几种。
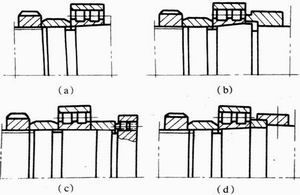
图5 轴承轴承内圈移动预紧的形式
如图5所示,这种方法适用于锥孔双列圆柱滚子轴承。用螺母通过套筒推动内圈在锥形轴颈上作轴向移动,使内圈变形胀大,在滚道上产生过盈,从而达到预紧的目的。图(a)的结构简单,但预紧量不易控制,常用于轻载机床主轴部件。图(b)用右端螺母限制内圈的移动量,易于控制预紧量。图(c)在主轴凸缘上均布数个螺钉以调整内圈的移动量,调整方便,但是用几个螺钉调整,易使垫圈歪斜。图(d)将紧靠轴承右端的垫圈做成两个半环,可以径向取出,修磨其厚度可控制预紧量的大小
 ,调整精度较高。调整螺母一般采用细牙螺纹,便于微量调整。而且在调好后要能锁紧防松。
,调整精度较高。调整螺母一般采用细牙螺纹,便于微量调整。而且在调好后要能锁紧防松。图5-10(a)为轴承外圈宽边相对(背对背)安装,这时修磨轴承内圈的内侧;图(b)为外圈窄边相对(面对面)安装,这时修磨轴承外圈的窄边。在安装时按图示的相对关系装配,并用螺母或法兰盖将两个轴承轴向压拢,使两个修磨过的端面贴紧,这样使两个轴承的滚道之间产生预紧。另一种方法是将两个厚度不同的隔套放在两轴承内、外圈之间,同样将两个轴承轴向相对压紧,使滚道之间产生预紧。