机床刚度是指机床抵抗由切削力和其他力引起变形的能力。标准规定数控机床的刚度应比普通机床高50%。受力有:自重、切削力、驱动力、惯性力、磨擦力。机床各部件受力变形——引起刀具和工件之间的相对位移——产生加工误差,提高机床的刚度有以下措施:
1、提高构件的自身刚度
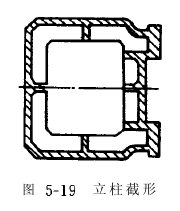
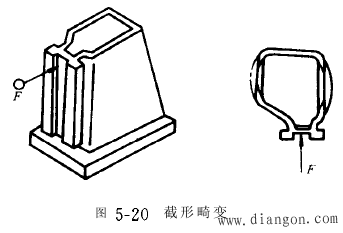
(1)正确选择截面形状和尺寸
截面积相同,空心截面的刚度比实心截面大
(2)合理选择及布置隔板和肋条
可提高构件的静、动刚度
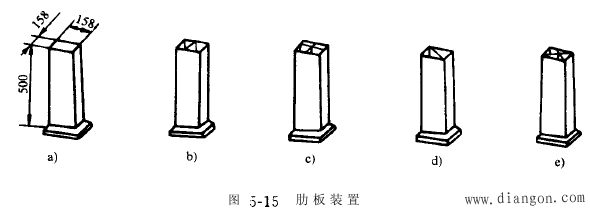

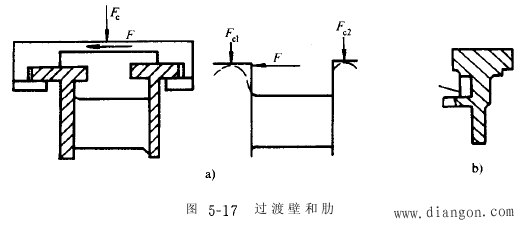
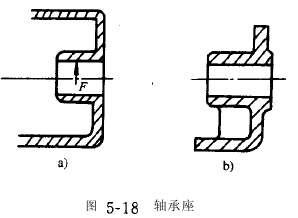
2、提高局部刚度
合理配置加强肋是提高局部刚度的有效方法
3、提高接触刚度
两平面不是理想的平面,实际面积小于名义接触面积
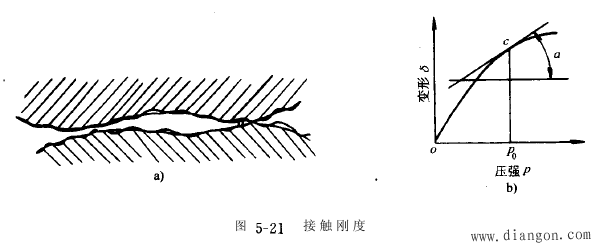
考虑非线性,接触刚度定义
提高措施
(1)提高固定接触面之间的接触刚度,预先施加载荷P0远大于外载荷,如图5-21b。这样外载荷引起接触之间的压强变化不大。
(2)提高接触表面质量 粗糙度和宏观不平度、材料的硬度对接触刚度的影响很大。
(3)减少自身局部变形的影响 支承件的自身局部刚度对接触压强的分布有影响。
4、选用焊接结构的构件
机床的床身、立柱等支撑件,采用钢板和型钢焊接而成,具有减轻重量、提高刚度的显著优点。钢的弹性模量约为铁的2倍。
5、采用补偿构件变形的措施
测出着力点的相对变形的大小和方向,或预知构件的变形规律,就可以采用措施来补偿变形以消除它的影响。如图5-23
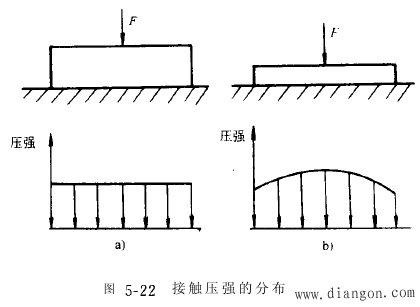
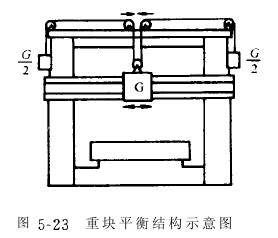
支承件的自身局部刚度对接触压强的分布有影响采用补偿构件变形的措施
二、高抗振性
机床的抗振性指的是抵抗强迫振动和自激振动的能力。
1、强迫振动
机床产生强迫振动的内部振源有;高速转动的不平衡力、往复运动件的冲击力、周期变化的切削力
机床产生强迫振动的外部振源有;电动机、液压泵、其它设备的动态力
振源的频率与机床某部件的某一振型的固有频率重和——共振
2、自激振动
切削自激振动,也称颤振。发生在切削过程之中,振动所需的能量来自切削过程本身。
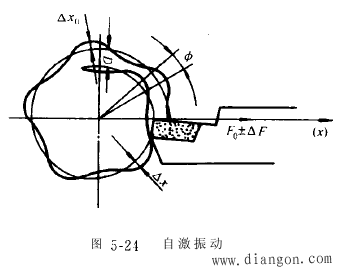
自激振动 增加构件或结构的阻尼
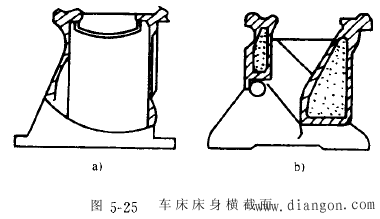
3、提高机床抗振性的措施
(1)减少机床的内部振源
(2)提高静刚度
(3)增加构件或结构的阻尼。图5-25
三、高的低速运动平稳性
数控机床各座表轴低速进给运动的平稳性极大地影响到零件的加工精度。低速时,速度可能时停时走、时快时慢,运动不平稳性现象称为爬行。
1、产生爬行的主要原因
1)摩擦副存在着静、动摩擦系数不同和当处于边界或混合摩擦时,动摩擦系数又随滑动速度的增加而降低,可能出现负阻尼或零阻尼。
2)传动机构的刚度不足
2、消除爬行的措施
(1)减少静、动摩擦系数之差和改变动摩擦系数随速度变化特性
1)用滚动摩擦代替滑动摩擦;2)用纯液体摩擦代替普通滑动摩擦;3)采用低摩擦副材料;4)采用高性能润滑油以改变摩擦特
(2)提高传动系统的传动刚度
四、高的定位精度
机床工作台的定位精度受到所有电气或机械装置及元件设计和制造精度的综合影响,机械部分影响定位精度的因素:
1、机械传动部分的误差 (1)齿轮副的传动误差;(2)滚珠丝杠螺母副的传动误差
2、导轨副的误差
3、机械传动部分的受力变形
4、机械传动部分的热变形
5、矢动量的来源和消除措施
五、热变形对加工精度的影响
热变形影响加工精度的重要因素。
热源:机床的内部热源,如主电动机等
原因:受热构件分布不均匀,温升不一致,不均匀的热膨胀变形,影响刀具与工件正确的相对位置。减少机床热变形及其影响的措施:
1、减少机床内部热源和发热量
2、改善散热和隔热条件
3、均热
4、合理设计机床的结构布局
六、人机关系要求
机床操作方便、省力、容易掌握、不易发生操作错误和故障。