一、无机械手的换刀系统
换刀系统要实现的是刀库和主轴之间的自动刀具交换,即当加工中心云行中,需要某一刀具进行切削加工时,该刀具自动地从刀库交换到主轴上,切削完后又自动到刀库。无机械手换刀系统主轴可到达刀库位置。
二、有机械手的换刀系统
由刀库、机械手(有的还有运刀装置)结合完成自动交换,换刀时间2S以下。
1、刀库
储存刀具的仓库。换刀位置固定,刀库具备运送功能。
(1)刀库容量用 刀库存储刀具量在20~60把范围的居多。少于12 把刀或超过60把刀的不常用。刀库主要特性:数量、传送时间、直径和重量。
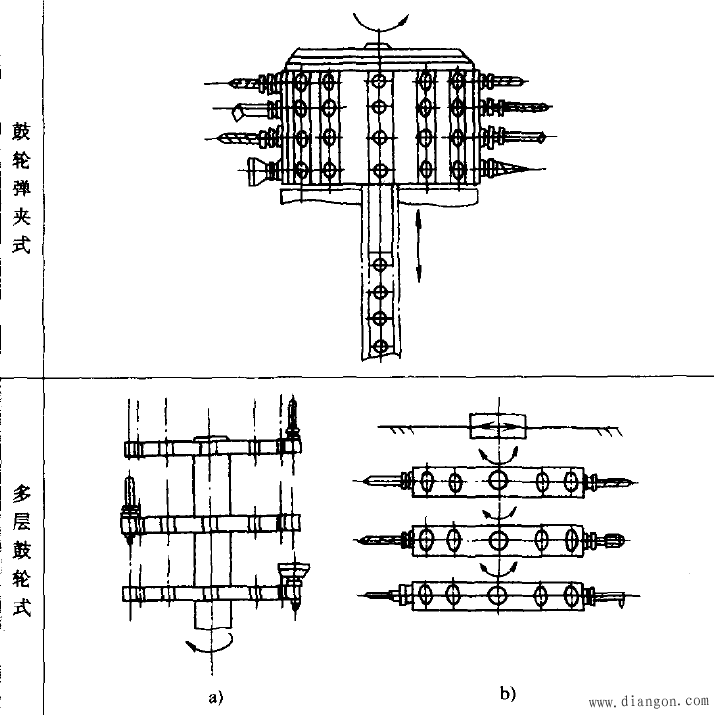
鼓轮式
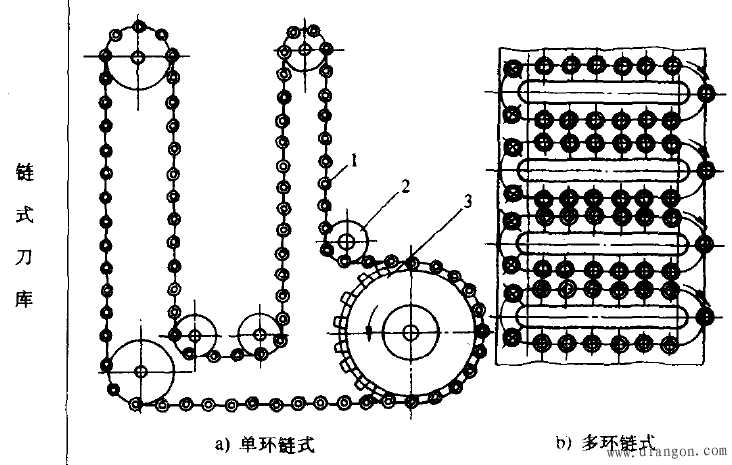
链式
2、刀库选刀方式
(1)顺序选刀方式: 加工时依次选刀。优点:控制与驱动简单;无需刀具识别装置;维护简单。缺点:加工零件改变,刀具位置重新排列
(2)任意选刀方式: 记忆选刀,安装位置检测装置,刀具号和刀库地址对应记忆在数控系统的存储器中,刀库分度、刀具交换的同时每次改变存储器的内容来控制换刀装置。
优点:刀具排列与加工零件的加工顺序无关:同一刀具可供不同工件、不同工步共同使用,减少了刀具数量:刀具交换时,不必寻找送回地址,节省换刀时间。缺点:设置检测装置:维护复杂
3、换刀机械手
刀具自动更换,要求;迅速可靠、准确协条
类型:单臂单爪回转式机械手;单臂双爪回转式机械手;双臂回转式;双机械手;双臂往复交叉式机械手;双臂端面夹紧式机械手。
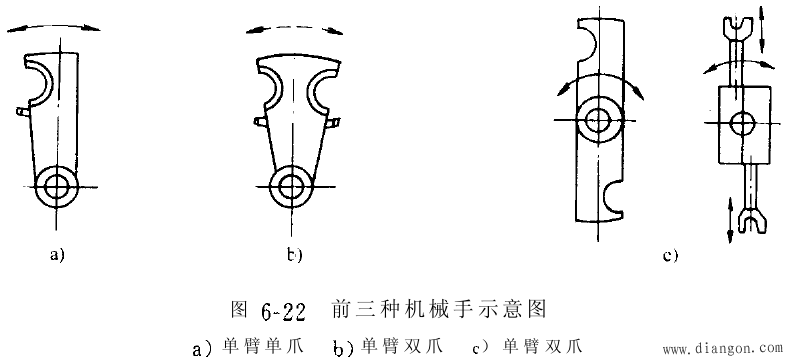
单臂式
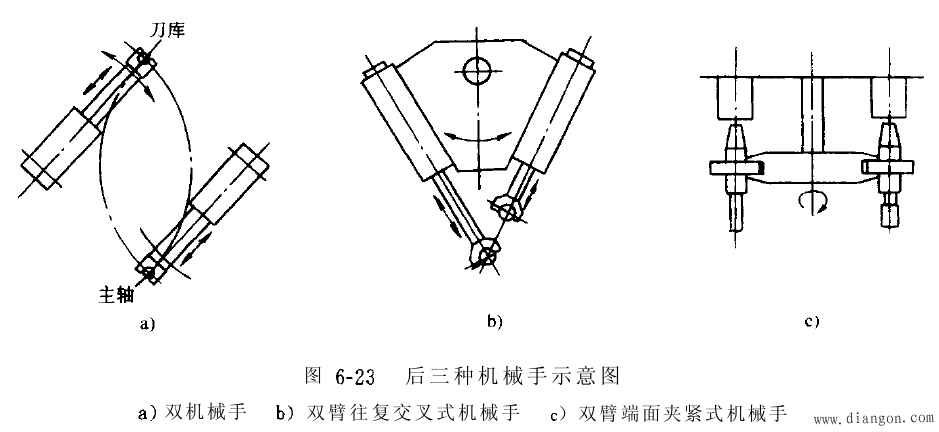
双臂式