- X52K型立式铣床主要电气元件表
- X52K型立式铣床开关说明
- 主轴电动机控制电路分析
- 铣床进给运动的电气控制
铣床可用来加工平面、斜面、沟槽,装上分度头可以铣切直齿齿轮和螺旋面,装上圆工作台还可以铣切凸轮和弧形槽,所以铣床在机械行业的机床设备中占有相当大的比例,在金属切削机床中使用数量仅次于车床,按形式和加工性能不同,可分为卧式铣床、立式铣床、龙门铣床、仿形铣床以及各种专用铣床。下图为X52K型立式铣床的电路,后面列表为X52K型立式铣床主要电气元件表以及X52K型立式铣床开关说明。
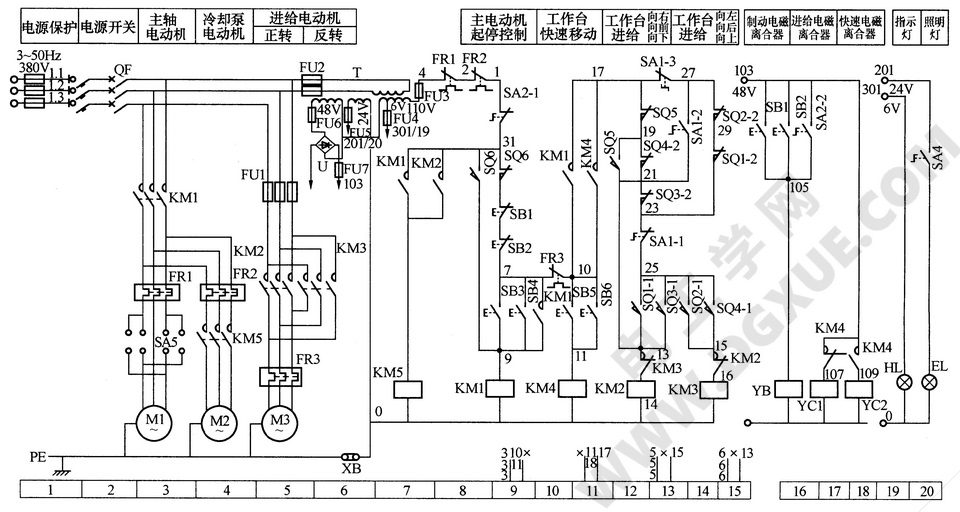
X52K型立式铣床电气控制电路图,点击图片看大图
X52K型立式铣床主要电气元件表

- M1:主轴电动机
- M2:进给电动机
- M3:冷却泵电动机
- U:桥式整流器
- KM1:M1起停接触器
- KM2、KM3:M2正反转接触器
- KM4:快速移动接触器
- SA11、SA12、SA13:圆工作台转换开关
- SA21、SA22:主轴换刀制动开关
- SA3、SA4:转换开关
- SA5:主轴电动机转换开关
- SB1、SB2:停止按钮
- SB3、SB4:主电动机起动按钮
- SB5、SB6:工作台快速移动按钮
- YB:电磁制动器
- YC1、YC2:进给与快速电磁离合器
- SQ1、SQ2:工作台纵向进给行程开关
- SQ3、SQ4:工作台横向及升降进给行程开关
- SQ5:进给变速点动开关
- SQ6:主轴变速点动开关
- QF:断路器
- T:控制变压器
- FU1~FU6:熔断器
- FR1~FR3:热继电器
- HL:指示灯
- EL:照明灯
- XB:连接片
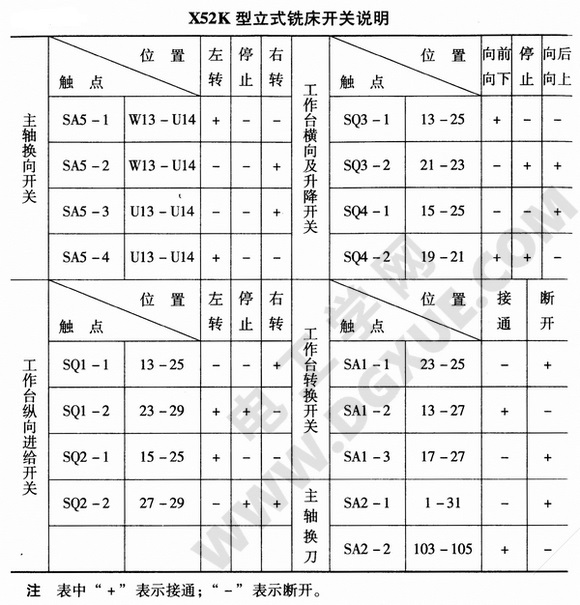
X52K型立式铣床开关说明:
X52K型立式铣床装有3台电动机,M1为主电动机,由转换开关SA5选择主轴旋转方向,停车时采用电磁离合器制动;M2为工作进给电动机,它驱动工作台上下、左右、前后六个方向的进给运动和快速运动。快速移动通过电磁离合器接通快速传动链来实现。M3为冷却泵电动机。
主运动与进给运动的变速,采用孔盘变速机构,变速手柄动作过程中通过凸轮压动行程开关,使电动机得到瞬时点动,以利于变速齿轮的顺利啮合。
X52K型立式铣床具有如下特点:
- 用换相转换开关选择主电动机的转向;
- 主运动采用电磁离合器制动;
- 主运动和进给运动变速均有瞬时点动;
- 主运动和进给运动各有单独的电动机驱动,工作台的快速移动利用电磁离合器接上进给的快速传动链,实现快速移动;
- 进给运动与主运动是联锁的,只有起动主运动后,进给运动才能起动工作;
- 工作台六个方向的进给运动,具有完备的联锁;
- 具有多点控制环节;
- 具有短路保护、零压保护、过载保护和限位保护。
铣床主轴电动机控制电路分析
图中主轴电动机M1运转由接触器KM1控制,M1的旋转方向由换相开关SA5在M1起动前选择。M1运转过程中不能操作SA5。
一、主轴起动:主轴起动前,先选择好需要的主轴转速,主轴变速完成后, 常闭触点SQ6接通;在主轴换刀制动开关旋置SA2-1(1 – 31)闭合位置,换相开关SA5转到需要的方向位置,断路器QF接上电源,按下SB3(或SB4)按钮,KM1线圈得电并自锁,M1电动机起动运转。
二、主轴停止:停止按钮SB1、SB2为复合式按钮。按下SB1(或SB2),其常闭触点断开,线圈KM1断电,SB1常幵触点闭合,制动离合器YB得电,M1被制动,主轴停止旋转。
三、主轴变速时的瞬时点动:X52K型立式铣床的主轴变速,采用孔盘机构集中操纵,当变速锁紧手柄使孔盘退出变速操纵杆时,锁紧杆上所连的凸轮压动行程开关SQ6,使SQ6(3-31)断开,KM1不能自锁,SQ6(9-31)闭合,KM1接触器瞬时接通,M1瞬时点动,因此有利于滑移齿轮的啮合。当变速手柄完全推回原位时,行程开关SQ6复位,切断瞬时点动线路。需注意的是凸轮压动行程幵关的时间不能长,否则电动机转速过高,不利于滑移齿轮的啮合。
铣床进给运动的电气控制
从原理图可看出,主运动和进给运动有联锁关系。当主电动机起动后,即KM1线圈得电后,KM1(17-10)触点闭合,进给运动才能进行。但工作台的快速移动可在主轴电动机不起动的情况下进行。
一、工作台纵向进给运动控制
工作台纵向进给由纵向操作手柄操纵,手柄有向左、向右、中间(停止)三个位置,分别操纵离合器及行程开关SQ1、SQ2动作。要使工作台向右运动,将工作台纵向手柄扳向右,则纵向进给离合器接上进给传动链,并压动行程开关SQ1,其两触点SQ1-1闭合,SQ1-2断开,KM2线圈得电动作,进给电动机M2正向转动,工作台向右运动。
要使工作台向右运动,将工作台纵向手柄扳向左,使纵向进给离合器接上,压动行程开关SQ2,其触点SQ2-1闭合,SQ2-2断开,KM3得电动作,M2反向运转,工作台向左运动。
此机床工作台左右运动除有机械(离合器)互锁外,还用KM2和KM3触点作电气互锁,用挡铁作限位保护。
二、工作台横向进给运动控制
工作台横向和升降运动,是由升降台上的十字操作手柄控制,该手柄有五个位置:上、下、前、后和中位(停止)。
要使工作台向前运动,将十字手柄扳向“前”位置,横向进给离合器接上进给传动链,并压动行程开关SQ3,其触点SQ3-1闭合,SQ3-2断开,KM2得电动作,M2电动机正转,工作台向前运动。
要使工作台向后运动,将十字手柄扳向“后”位置,横向进给离合器接上进给传动链,并压动行程开关SQ4,其触点SQ4-1闭合,SQ4-2断开,KM3得电动作,M2电动机反转,工作台向后运动。手柄扳在中间位置时,工作台横向运动停止。
三、工作台升降运动控制
要使工作台向上运动,将十字手柄扳向“上”位置,垂直进给离合器接上进给传动链,并压动行程开关SQ4,其触点SQ4-1闭合,SQ4-2断开,KM3得电动作,M2电动机反转,工作台向上运动。
要使工作台向下运动,将十字手柄扳向“下”位置,接上垂直进给离合器,并压动行程开关SQ3,其触点SQ3-1闭合,SQ3-2断开,KM2得电动作,M2电动机正转,工作台向下运动。手柄扳在中间位置时,工作台垂直运动停止。
四、工作台快速移动控制
工作台六个方向的快速移动,是用两个操作手柄和快速移动按钮SB5 (或SB6)的配合来实现的。例如,当主轴旋转,进给正在工作时,按下快速按钮SB5(或SB6),进给离合器YC1断电脱开,快速离合器YC2得电合上,使原来方向上的进给运动变成快速运动。当松开快速按钮时,YC2断电,YC1得电,重新恢复原来的进给状态。工作台调整时,主轴不旋转同样可以进行快速移动。
五、进给变速时的瞬时点动控制
为了使进给变速时滑移齿轮易于啮合,本机床进给变速设有点动控制。当变速手柄拉出时,压合行程开关SQ5,其常开触点闭合,点动控制线路为SA1-3、SQ2-2、SQ1-2、SQ3-2、 SQ4-2、KM3的常闭触点和SQ5的常开触点,KM2得电动作,M2电动机正向瞬时点动。当变速手柄推回原位后,SQ5复位,M2停止。